针对高精度、高速冷薄板和热轧中厚高强度板开卷线所开发的关键设备
济南铸造锻压机械研究所有限公司等设备制造商针对开卷线的用户需求,在“十一五”及“十二五”前期作了大量的研发工作,取得了较好的效果,得到了国内客户的认可,逐步满足了国内汽车制造业高端客户的需求,下面介绍几个重点项目:
(一)开卷线横剪生产线的主要核心设备
1.高档飞剪机组
对于冷轧薄板生产线的要求是高精度、高速度,而高档飞剪机组是解决该要求的关键设备之一。
飞剪机组是飞剪线的核心设备,是用来横向定尺剪切运动着的板材的高效剪切机械。济南铸造锻压机械研究所有限公司开发的高档飞剪机组的结构特点主要是:
1)飞剪机上下刀架采用无间隙滚动导向装置。
2)飞剪机斜楔式刀片采用水平间隙调节装置。
其主要技术指标为:生产线最高剪切张数120张/min,最高运行速度80m/min,定尺长度精度可达±0.3mm(匀速时),达到国外同类飞剪线的先进水平。
2.全自动开卷摆剪生产线
该线由上料、引料、清洗、校平、送料、摆剪、堆垛等单元部件组成。济南第二机床公司在消化吸收国外先进技术以及在板材加工设备多年开发积累的基础上再次创新,研发了全自动上料、新型双伺服驱动送料、新型全自动磁性堆垛以及多轴伺服驱动同步控制等关键技术,实现了卷料自上料到码垛的一键式全自动化运行。其性能指标、自动化程度、产品稳定性等方面达到了国外同类进口产品的水平,部分性能指标甚至优于同类进口产品。
该生产线主要技术指标如下:
整线最大线速度 90m/min
最大剪切次数 68次/min
最大摆动剪切角 ±30°
3.高档跟踪剪切机
高档跟踪剪切机是随着我国汽车、冶金、造船、机车车辆、锅炉、桥梁、石油化工、钢结构、金属材料配送中心等行业的高端用户不断追求板材的加工效率、加工尺寸高精度、加工表面高质量的要求而开发的,是现有中厚板开卷线由停剪方式升级为连续剪切的替代产品,可以满足高品质表面的热轧钢卷、热轧酸洗钢卷的剪切要求。
作为跟踪剪切线的核心设备——模式跟踪剪是用来横向定尺剪切运动着的板材的高效剪切机械。济南铸造锻压机械研究所有限公司开发的高档跟踪剪切机的技术特点如下:
1)采用大功率交流伺服电动机作为模式跟踪剪切机的主动力源,由齿轮齿条传动,使机械结构大为简化。
2)采用先进的数控系统,提高跟踪速度及剪切的精度,提高生产效率,保障设备运行安全。
3)开发了宽台面双剪切液压缸及压料液压缸的液压同步控制系统,在每个剪切液压缸内置位移传感器,保证整个刀架在剪切过程中保持平行移动,实现了左右剪切缸的同步。
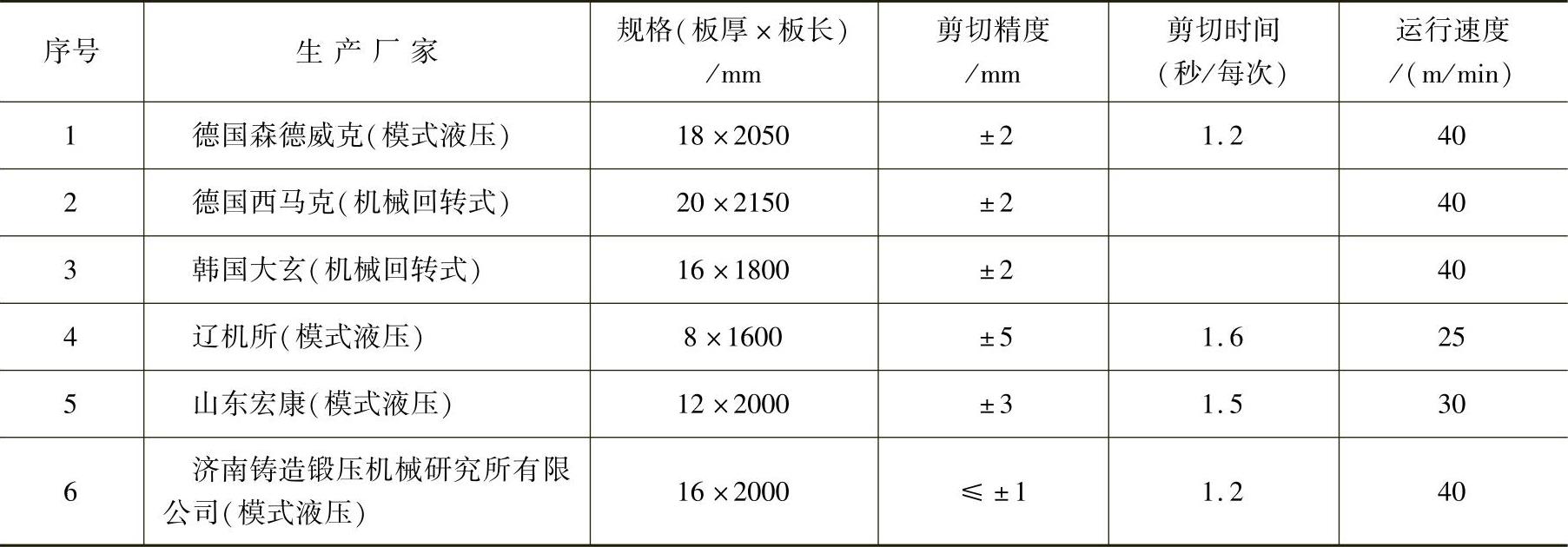
表8-4-5列出了该设备与国内外同类设备的性能比较。
表8-4-5 模式跟踪剪国内外厂家性能比较
(二)开卷线纵剪生产线的主要核心设备
1.采用胶带张紧机装置的纵剪机生产线(https://www.daowen.com)
开卷纵剪收卷生产线由开卷机、引料机、矫平机、切头剪、升降过桥、夹送辊及覆膜装置、纵剪机及交换设备台、废边收卷机、预分料装置、胶带张紧机、夹送辊及分卷剪切设备、检测滚筒、收卷机等单元部件组成。济南锻造锻压机械研究所在消化吸收国外先进技术以及在板材加工设备多年开发积累的基础上再次创新,整线采用PLC对全线进行集中控制,采用三菱变频控制器驱动牵引校平电动机,采用欧陆直流控制器驱动开卷机、纵剪电动机、收卷电动机的调速运行。以纵剪电机为主速,通过开卷线速、收卷线速与纵剪线速的采样比较,采用牵引校平机、纵剪机、收卷机在自动运行过程中速度同步控制等关键技术,实现了卷料自开卷到收卷的一键式全自动化运行。其性能指标、自动化程度、产品稳定性等方面达到了国外同类进口产品的水平,部分性能指标甚至优于同类进口产品。
其中,皮带张紧机对板条施加正压力,使其产生收卷张力,便于收紧板条。同时,特殊皮带被分成多条,通过惰轮进行单个不同的伸张,可使线上的多条带钢材以均等的张力被卷绕。由于张力产生是通过调节压下气缸的压力来进行的,因此可根据带钢材的材质或板厚程度自由的进行反张力调整。
该生产线主要技术指标如下:
卷料厚度 0.3~3mm
卷料宽度 400~1600mm
分条精度:
宽度公差 分条宽度<100mm,厚度<1.2mm:
≤±0.05mm
其他条件 ≤±0.10mm
镰刀弯 分条宽度≤300mm:≤0.5mm/m
分条宽度>300mm:≤1.0mm/m
卷取错层 ≤±1mm
卷取塔形 ≤±2mm
机组速度 最高剪切速度200m/min
穿带速度 0~15m/min
2.用于重型卡车纵梁特殊材料的纵剪机生产线
中厚板纵剪机生产线也是各大重型汽车厂必备的板材加工装备,市场需求量大,之前国内使用的高档次生产线主要依赖进口。济南铸造锻压机械研究所继2007年成功研制国内用于汽车生产的首条中厚板开卷横剪线后,2009年针对这一市场又研制了中厚板纵剪机生产线,并立即在市场上引起良好反响,相继赢得了各大汽车厂及配套厂的订货合同,彻底打破了国外同类产品在汽车行业该板材加工领域的垄断地位。
该线主要由开卷机、直头引料机、牵引校平机、切头剪、纠偏装置、纵剪机、活动过桥、辊式张紧机、测速滚筒及后桥、收卷机等单元部件组成。
该生产线主要技术指标如下:
纵剪条料宽度 250~550mm
纵剪条数 5条:板厚8~10mm(包括废边)
7条:板厚≤7mm(包括废边)
纵剪直线度 5mm/12m(不包括头尾5m)
1mm/1m
纵剪毛刺高度 ≤5%~10%板厚
收卷塔形 ≤5mm
纵剪速度 10~25m/min