数控直角剪板机
数控直角剪板机是板材成形柔性制造系统中一种重要的新型设备。它是美国维德曼公司首先开发出来的产品。
数控直角剪板机与现有普通剪板机不同,普通剪板机只有一个刀刃,而直角剪板机则有两个互成直角的刀刃,可对板料进行直角形剪切,这对排样后从大张板料上套裁矩形板件十分有用,如在普通剪板机上,则必需先把板材送到剪板机刀刃下进行X坐标方向的剪切,然后将板材退出并旋转90°,再将板材第二次送入进行Y坐标方向的剪切,既费时,劳动强度又大。
数控直角剪板机与普通剪板机相比有如下优点:
(1)有效地减少工序,缩短作业时间,提高设备和操作者的工作效率。
(2)减少劳动强度。
(3)提高板件的剪切精度,可获得最小的角度偏差。
(4)提高材料利用率,使材料损失有可能减少到5%~10%。
(5)易于实现板材加工的流水作业和自动化,减少所需剪切设备的数量及占地面积。
有的统计资料表明,一台直角剪板机大约可以代替8~9台普通剪板机,操作人员可从18人减少到4人,小批生产时的废料从30%可减少到10%。
直角剪板机的外形如图6-6-1所示。
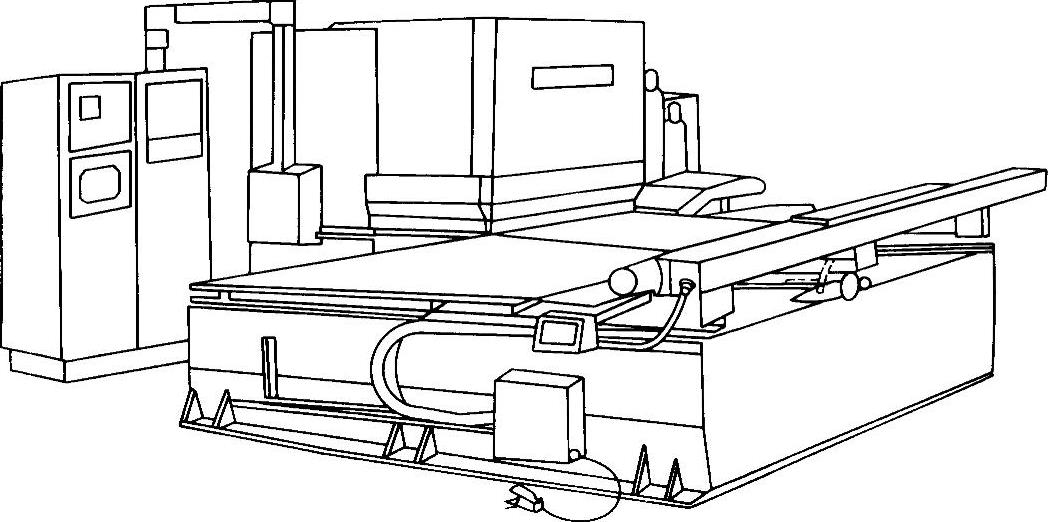
图6-6-1 直角剪板机外形图
数控直角剪板机一般由机身、工作台和控制系统组成。它的工作部分有上、下两组刀片,下刀片固定于机身喉口下部,由互成直角的X轴刀片和Y轴刀片组成,上刀片固定于滑块上,由三部分组成,即X轴刀片、Y轴刀片和在直角顶端一个单独的立方形的角刀片。由于剪切时角刀片受力条件最恶劣,采用单独的角刀片可以提高使用寿命,且更换方便。上、下刀片的加工精度高,安装位置必须准确,以保证X轴刀片和Y轴刀片互成直角。上刀片的刀刃从X轴的右侧端开始,经过角刀片直至Y轴刀片的左侧端上,有一个连续的倾角,约为1°左右。(https://www.daowen.com)
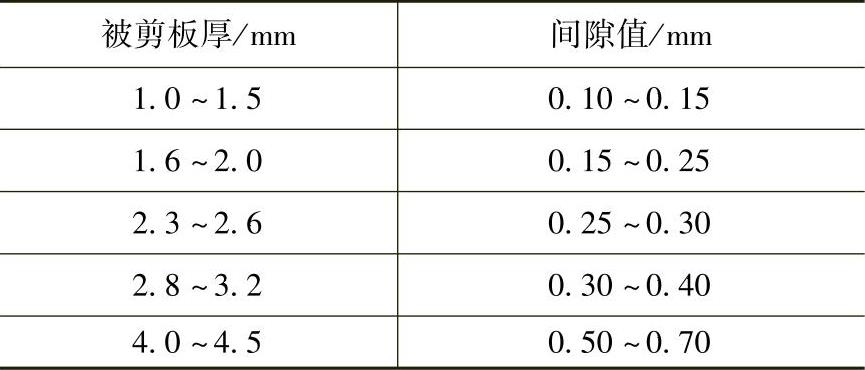
刀片间隙的正确调整十分重要,它直接影响剪切面的粗糙度与刀片寿命。一般采用刀片间隙的斜楔调节机构,它通过蜗轮、蜗杆和联轴节等传动机构使斜楔上、下运动,实现调节刀片间隙的功能。可以用手动调节,也可以伺服电动机驱动进行自动调节。在滑块前面尚装有刀片间隙测量装置,以百分表来显示刀片间隙值。刀片的正常间隙一般为板料厚度的10%~15%,如表6-6-1所示。
表6-6-1 刀片间隙值
直角剪板机上还装有压料器,剪切时先将板料压紧在下刀片上,使板料平整,以剪出几乎是垂直的剪切刃口。
为了扩大板料在X轴方向的加工范围,一般设置重定位装置,可以在压住板料的状态下,改变夹钳夹紧板料的位置,然后,重定位装置松开板料,被夹钳夹紧的板料即可在X轴方向上,沿着与重定位前刃口一致的方向继续移动,达到连续剪切长板料的要求。
美国维德曼公司生产的数控直角剪板机的技术参数见表6-6-2。
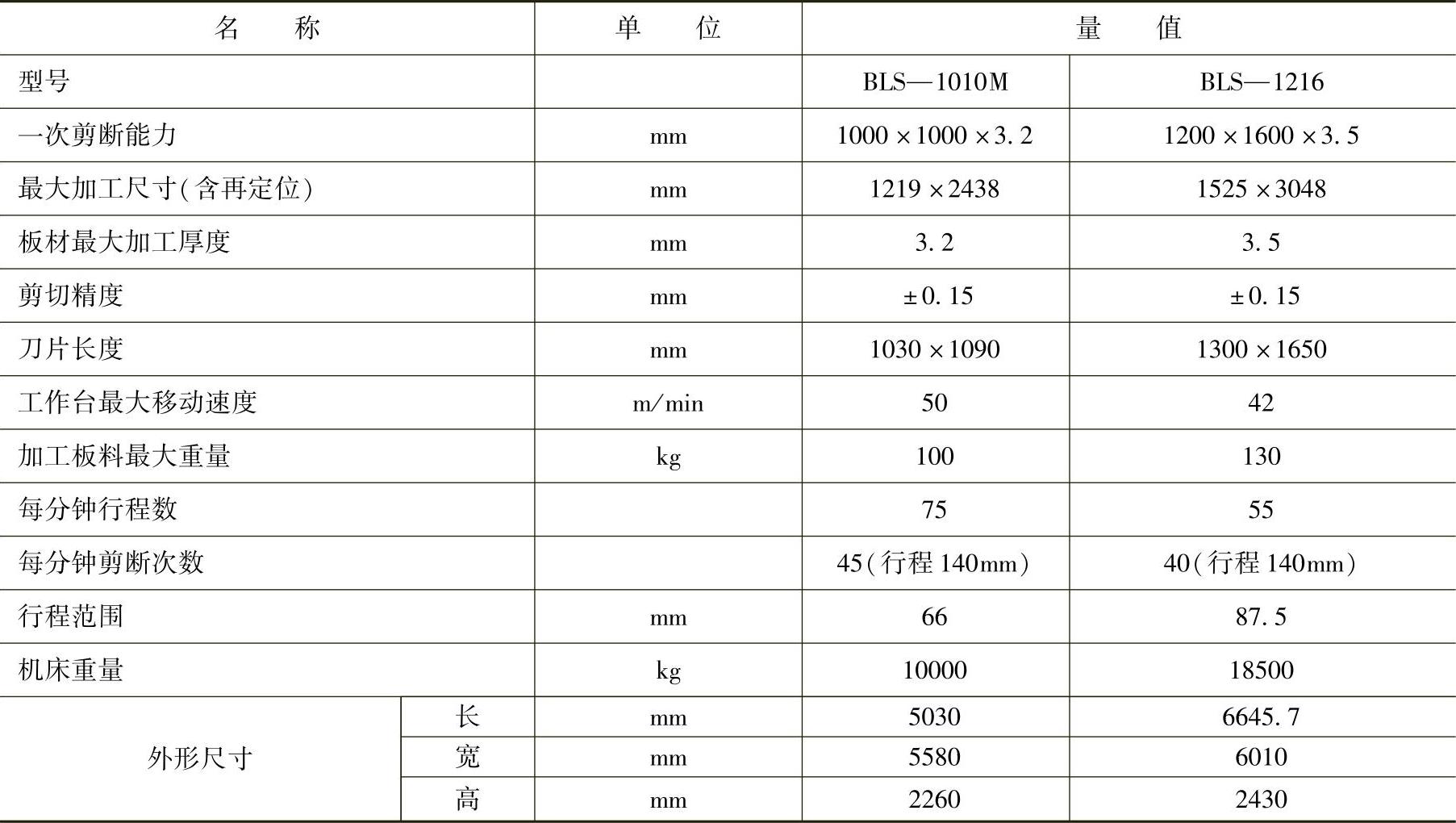
日本天田公司生产的BLS系列数控直角剪板机的技术参数见表6-6-3。
表6-6-2 维德曼数控直角剪板机技术参数
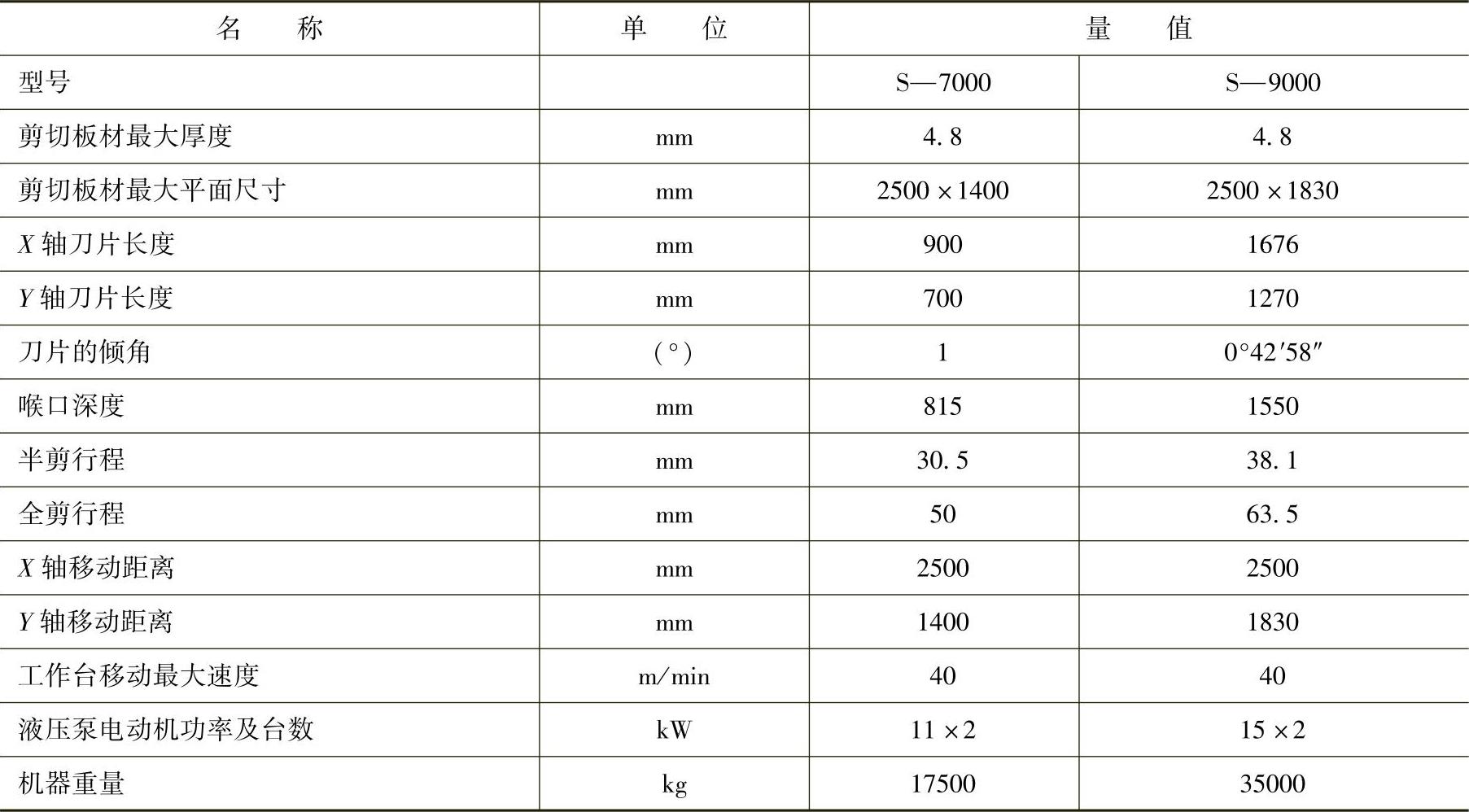
表6-6-3 天田公司数控直角剪板机技术参数