预锻及精整成形压力机
2026年01月15日
第五节 预锻及精整成形压力机
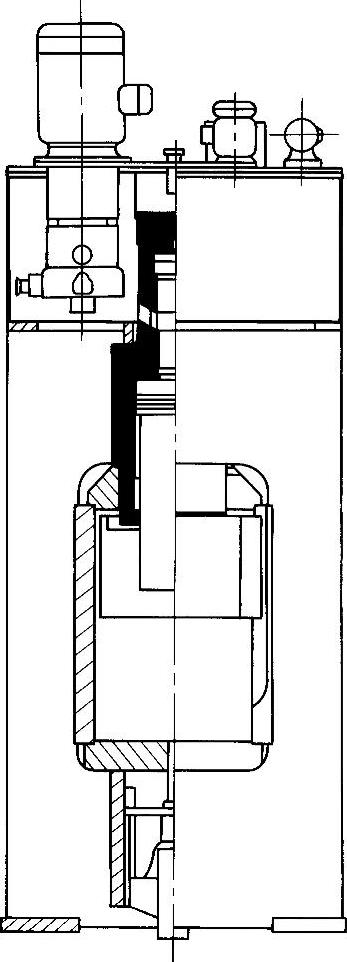
用热模锻压机进行模锻时,为了充分提高热模锻压机的工作效率和模锻件的精度,需要使用配套压力机——预锻及精整成形压力机。此种压力机一般采用液压式的,在全行程上都施加公称力,且无过载“闷车”危险。图2-4-11所示为此种压力机的结构原理图。该机采用高速液压泵直接驱动,滑块运动速度较高,因而在完成多个预成形工序后,毛坯温度仍能保持锻造温度,可直接送往热模锻压机进行模锻。
压力机机架为预应力整体钢板结构,液压缸、导向装置和工作台板装于框架内。滑块导轨呈X形,因而滑块受热后,仍可保持其恒定的导轨间隙。压力机还备有顶料器。
该机在操作上有“调整”、“单次行程”和“连续运转”三种方式。滑块的上下死点位置可预置。该机滑块可实现快速下降、减速并转为加压速度压制工件,且加压速度可按照压制工件情况自动调整。加压后,滑块以高速返回上死点。
在进行多个工序的预锻工序时,可借助程序控制装置预选滑块不同的下死点。
 (https://www.daowen.com)
(https://www.daowen.com)
图2-4-11 预锻和精整成形压力机结构原理图
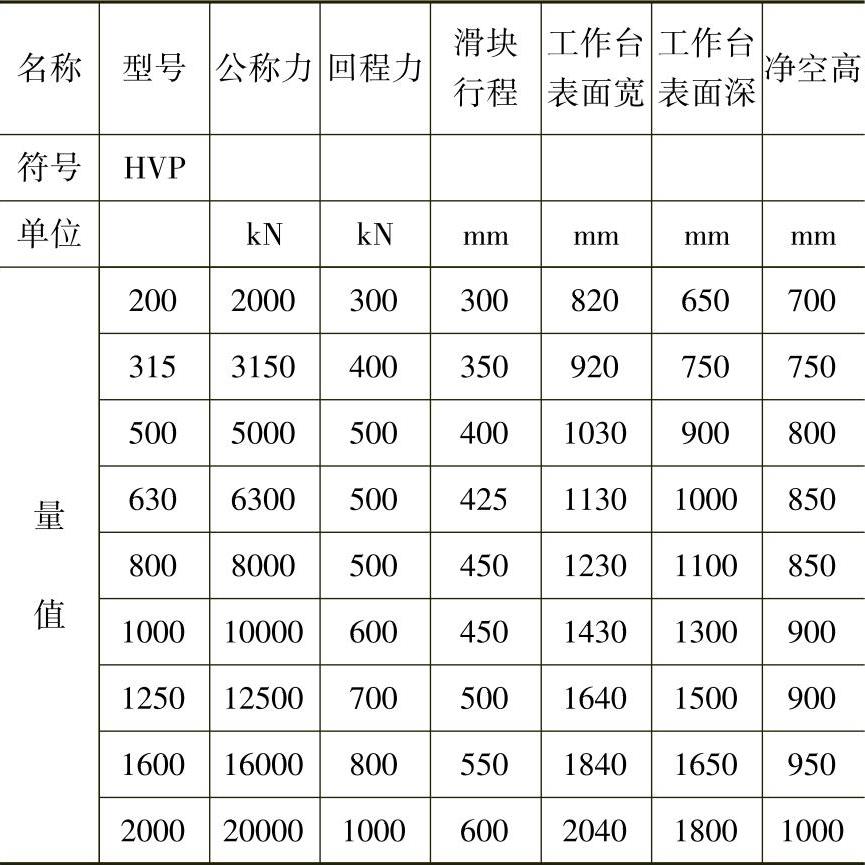
此类型压力机的型号及主要技术参数见表2-4-8。
表2-4-8 预锻与精整成形压力机的主要技术参数