板材开卷校平纵、横向剪切组合自动线
为了充分发挥线上设备的生产能力,减少设备投资和占用厂房面积,节约能源,近年来有些生产厂家配置了板材开卷校平纵、横向剪切组合自动线,大大提高了线上设备的生产效率,拓宽了设备的适用范围,使一条线发挥两条线的功能。济南铸造锻压机械研究所适应市场需要,及时开发了这种类型自动线,其设备配置情况见图8-4-3。
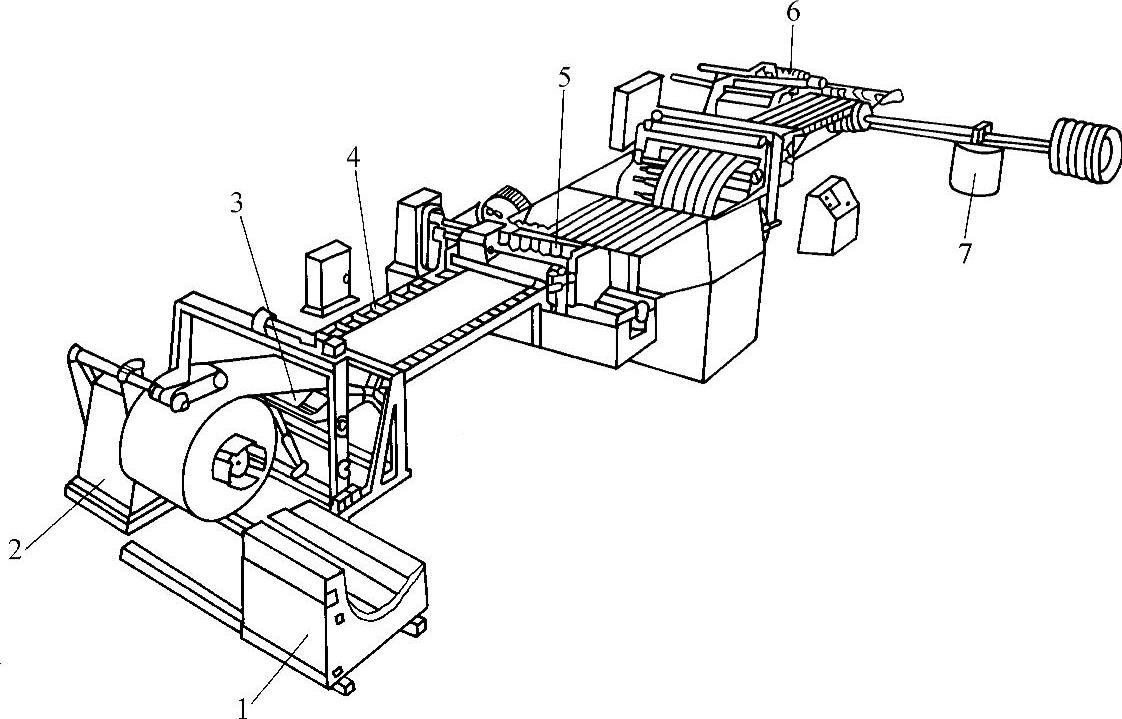
图8-4-1 板材开卷校平纵向剪切自动线
1—上料小车 2—开卷机 3—校平装置 4—料架 5—多条带料剪切机 6—收卷机 7—卷料架
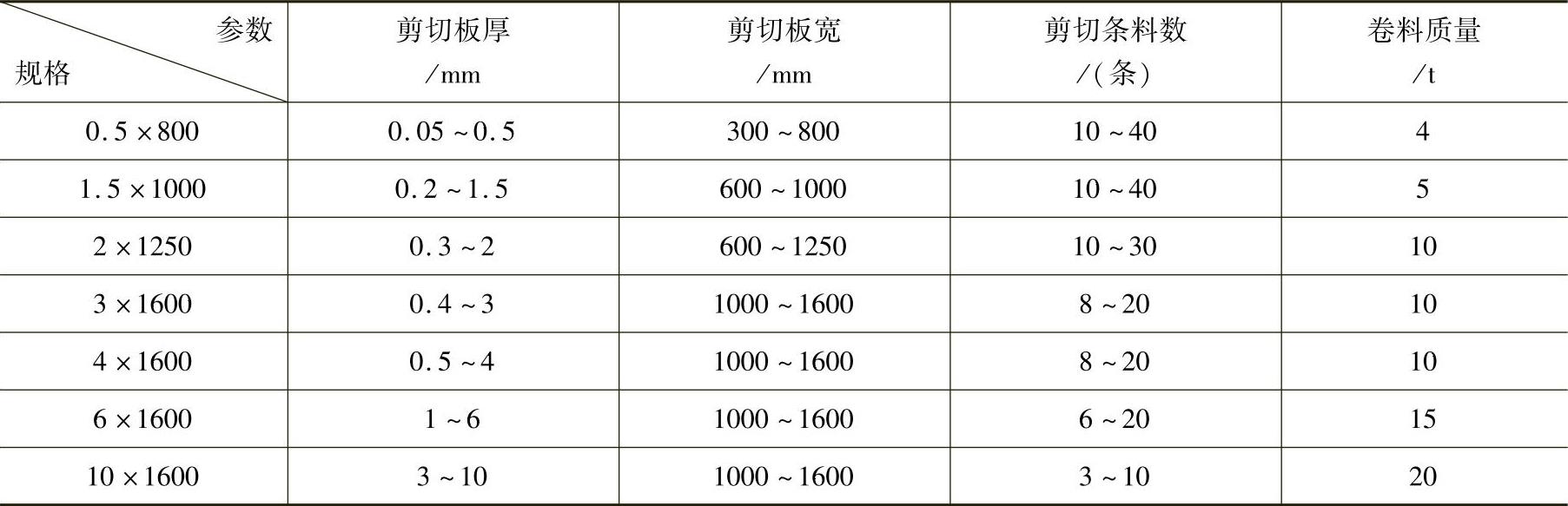
表8-4-1 板材开卷校平纵向剪切自动线技术参数(济南铸锻所捷迈锻压公司生产)
 (https://www.daowen.com)
(https://www.daowen.com)
表8-4-2 板材开卷校平横向剪切自动生产线技术参数(济南铸锻所捷迈锻压公司生产)
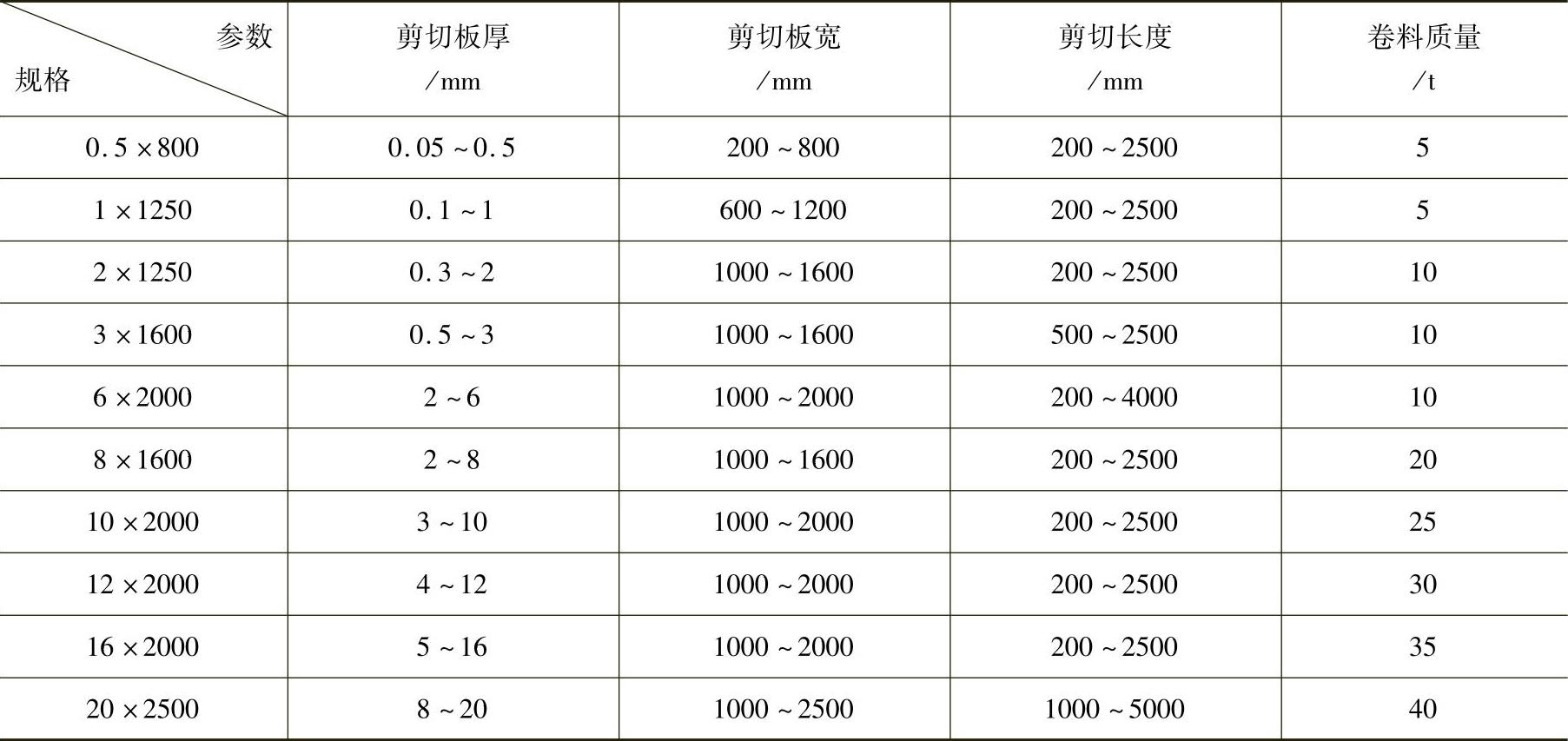
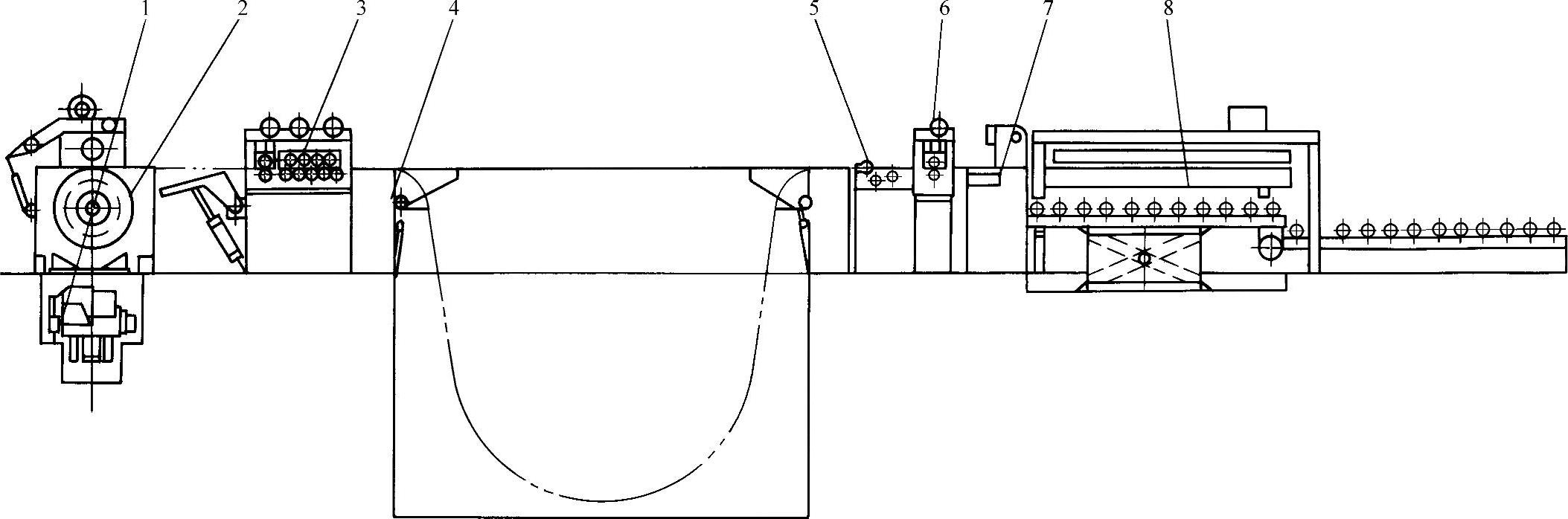
图8-4-2 板材开卷校平横向剪切自动线
1—上料车 2—开卷机 3—多辊板料校平机 4—摆桥 5—纠偏机构 6—送料机构 7—剪板机 8—堆垛机构
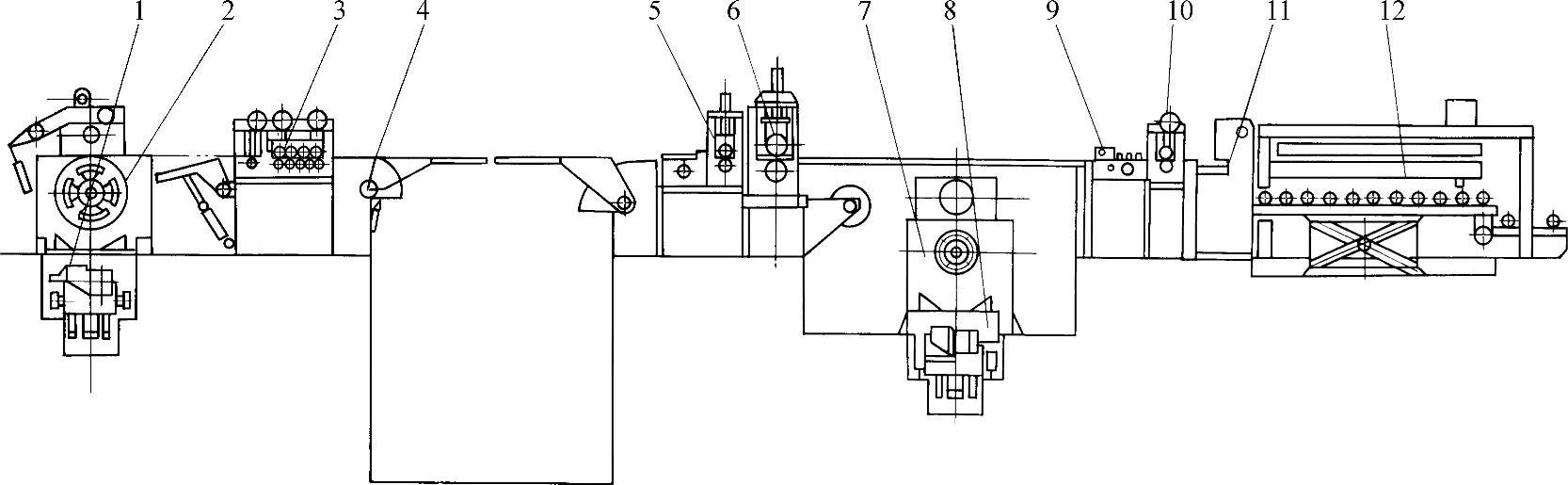
图8-4-3 板材开卷校平纵、横向剪切组合自动线
1—上料车 2—开卷机 3—多辊板料校平机 4—摆桥 5—送料机构 6—多条带料剪切机 7—收卷机 8—出料车 9—纠编机构 10—送料机构 11—剪板机 12—堆垛机构
卷料由上料车1送进开卷机2,卷筒涨开,压紧卷料后松卷,板材进入多辊板料校平机3,经摆桥4,送料机构5进入多条带料剪切机6,抬起过料桥,剪切分离后的多条带料进入收卷机7,改制后的多盘卷料经包装送进出料车8,即完成纵向剪切的工艺流程。若将多条带料剪切机6的上刀盘轴升起,过料桥放平,则校平后的板料经纠偏机构9调正中心后,送入送料机构10,剪板机11,即剪切成定长的单张板料,送进堆垛机构12,经包装或直接送到冲压线上使用,即完成了横向剪切工艺流程。根据需要,也可以同时进行纵向剪切,收卷,横向剪切,堆垛的卷料改制工作。