六、步进式炉
(一)用途和特点
步进式炉是依靠专用的步进机械使工件在炉内移动的一种连续作业的机械化炉(见图9-2-19)。它多用于长工件热处理中的淬火、正火前加热以及回火热处理加热。
与使用推料机的连续式炉相比,步进式炉的主要优点是:
1)工件依靠步进梁的运动在炉内前进,因此工件之间可以留出间隙,加热后的高温炉料不会互相粘连,有利于缩短加热时间,减少工件的氧化和脱碳。
2)工件和步进梁或炉底间没有摩擦,避免加热过程中工件底面被划伤。
3)炉子长度不受推钢倍数的限制,但过长时工件跑偏量将增大。
4)外形不太规整和厚薄不同的工件在装炉条件上有较宽的适应性。
5)停炉时炉内工件可以利用步进机械全部出空,必要时可以将工件倒退一段距离,从而避免了工件在高温下停留时间过长或重复加热所造成的氧化损失。
6)通过改变工件之间的间隙、步进机械的水平行程和步进周期以调整炉子的生产能力。
由于具有上述优点,虽然步进机械比推料机的制作和维护要复杂些,造价也较高,但步进式炉在一定领域内仍然得到推广应用。
根据生产的频繁程度,炉内可设置一套步进机构或两套步进机构,后者又称为双梁步进式炉。双梁步进式炉的两套步进机构交替升降,使被加热工件只有平移而无升降动作,大部分时间被交替放在某一步进炉底梁上,从而减少了工件和步进炉底梁升降时的冲击,延长了炉底梁的寿命,减少了工件的氧化,它可替代高温辊底式炉对自重较大的工件进行热处理加热。
圆轴类工件加热时,要求工件每前进一步同时能自转一定角度,以保证工件加热均匀和尺寸挺直,此时步进梁和固定梁的顶面常做成锯齿状。
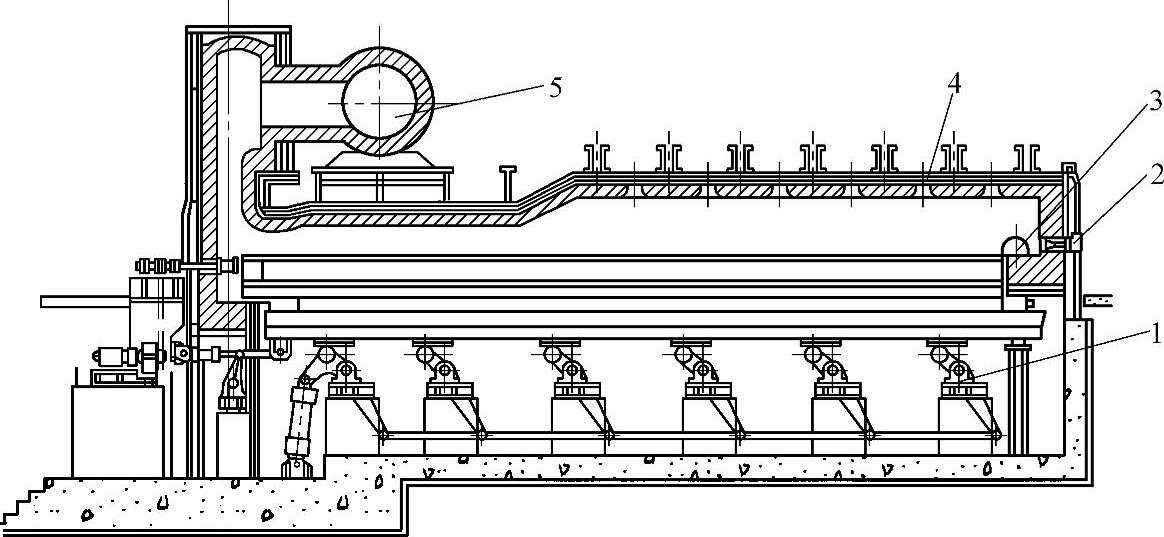
图9-2-19 步进式炉
1—步进机构 2—直焰烧嘴 3—出料口 4—平焰烧嘴 5—烟道
(二)性能参数
步进式炉的炉子生产率P值见表9-2-22和表9-2-23,单位加热时间见表9-2-24。
影响炉子生产率的因素主要是炉膛温度、热风温度、空气系数、装出料温度和工件内部温差等。
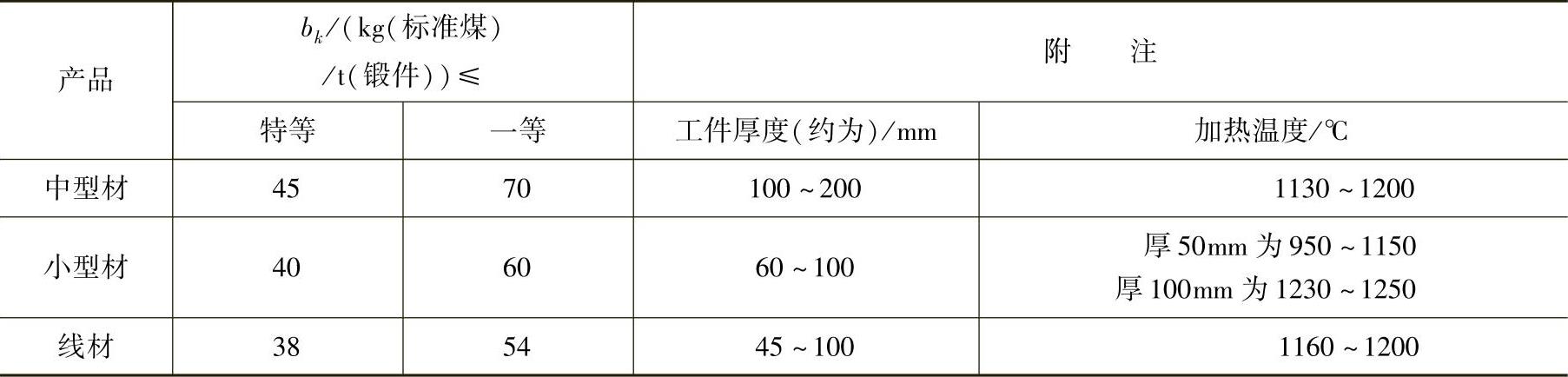
步进底式炉的供热量及可比单耗见表9-2-25和表9-2-26。
表9-2-22 加热方坯的炉子生产率P值 (单位:kg/(m2·h))(https://www.daowen.com)
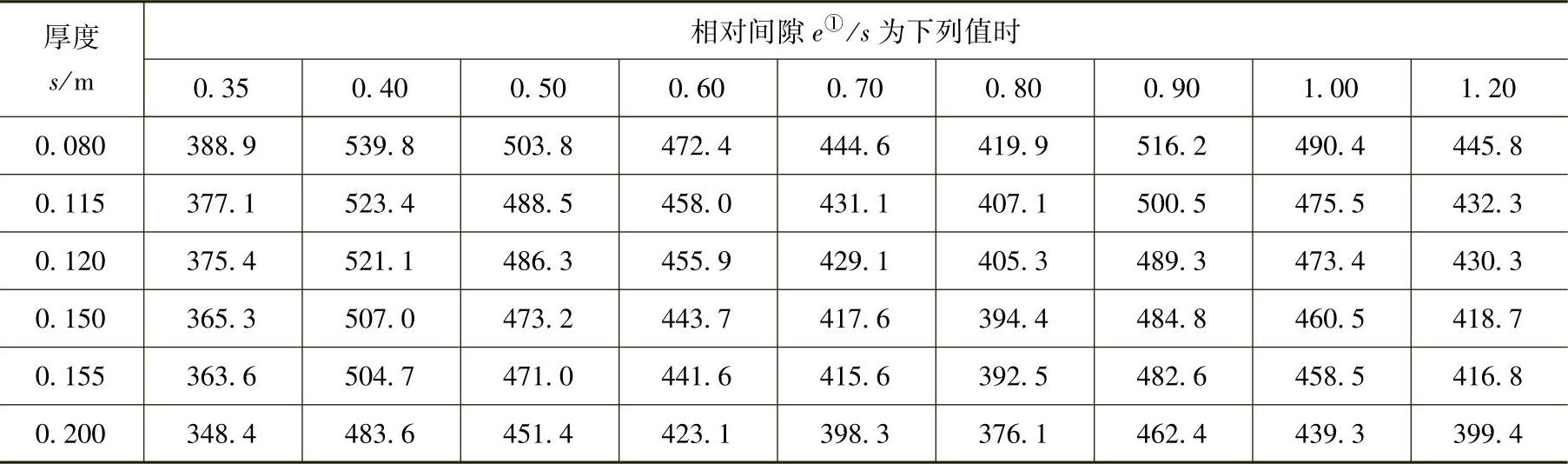
①e:工件间的间隔;s:工件厚度或直径。
表9-2-23 加热扁坯(b①/s=2)的炉子生产率P值 (单位:kg/(m2·h))
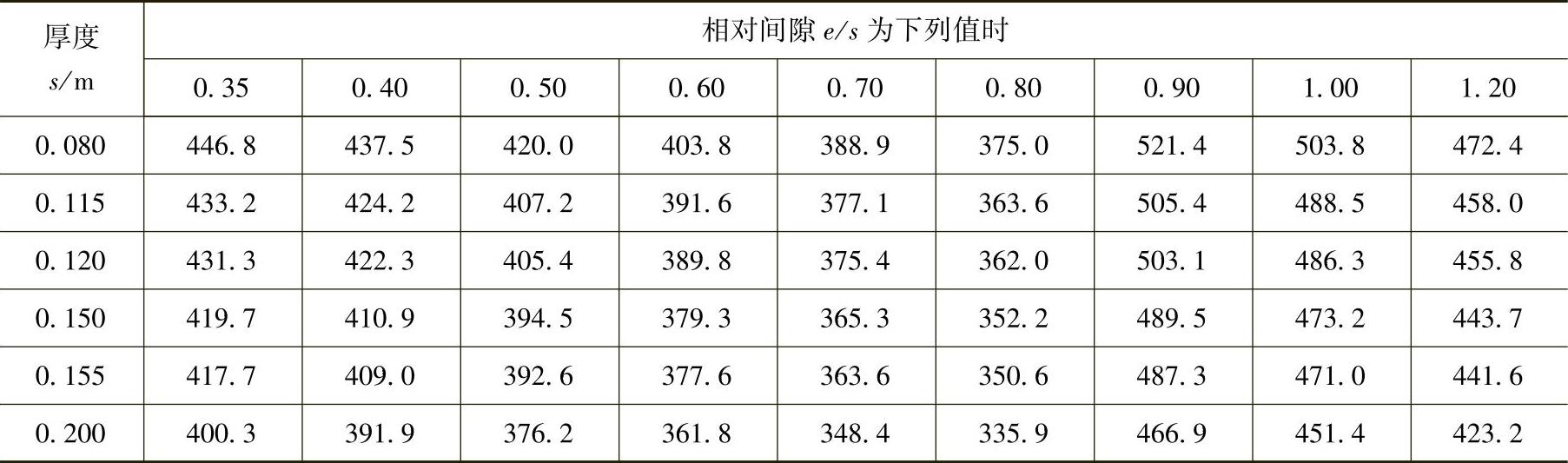
①b:工件宽度。
表9-2-24 方坯和扁坯的单位加热时间τ值 (单位:h)
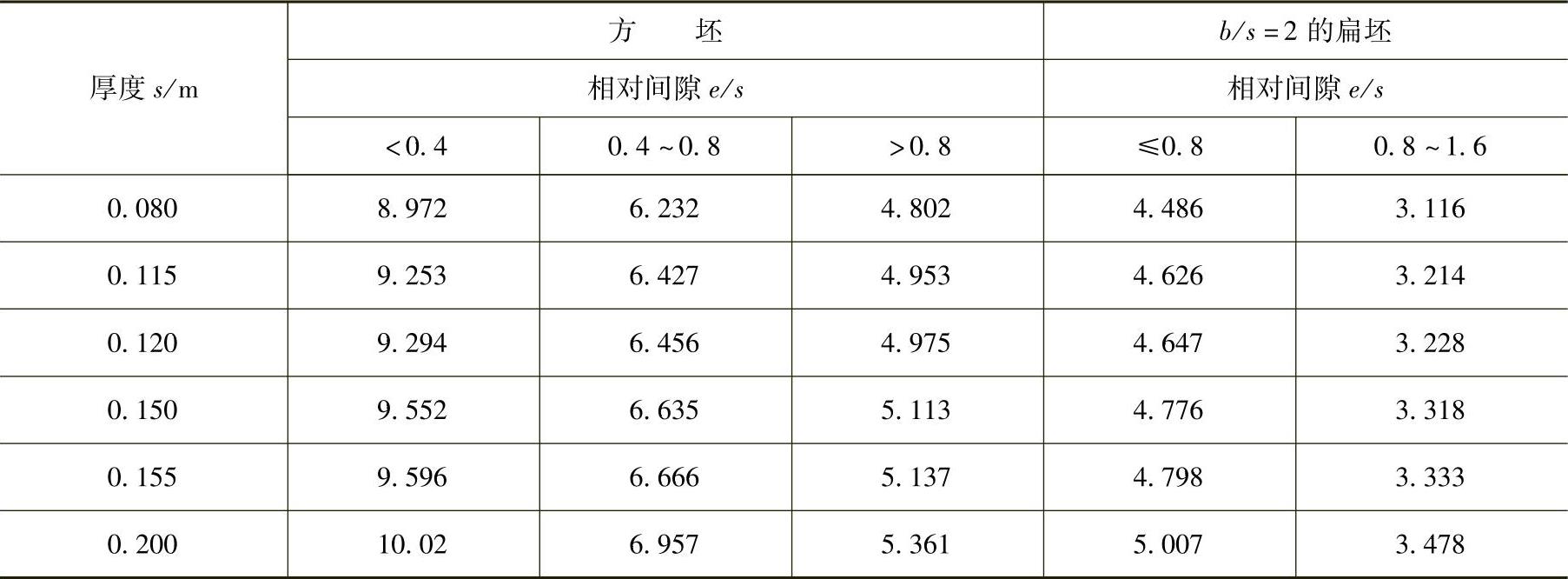
表9-2-25 步进底式炉各段炉长及供热量分配 (%)
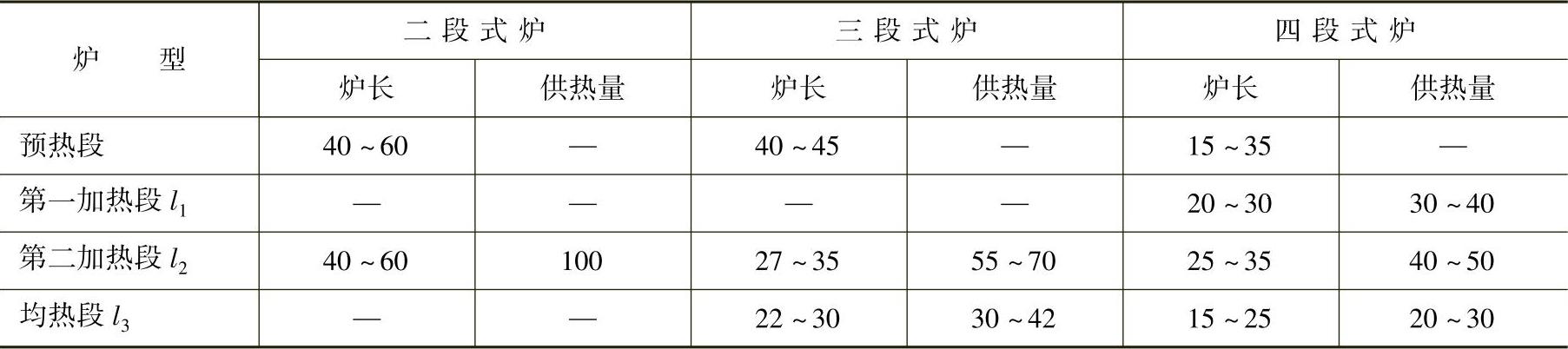
表9-2-26 加热炉可比单耗等级表
(三)结构
用水冷梁或耐热钢梁支承工件的称步进梁式炉,用耐火材料炉底支承工件的称步进底式炉。步进炉的炉底结构见图9-2-20、图9-2-21,步进炉的炉型结构按工艺要求分预热、加热和均热区段,详见图9-2-22和表9-2-25。
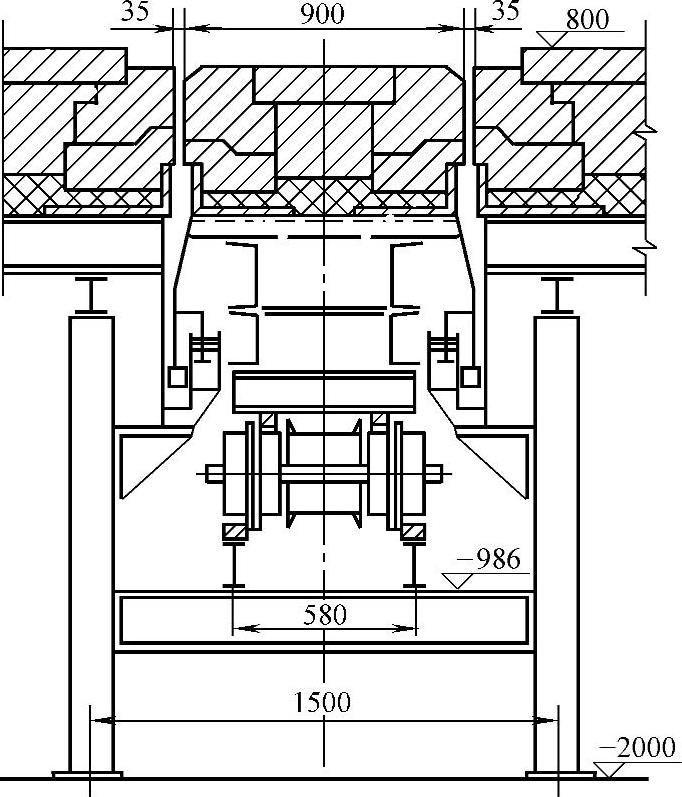
图9-2-20 步进底式炉的炉底结构
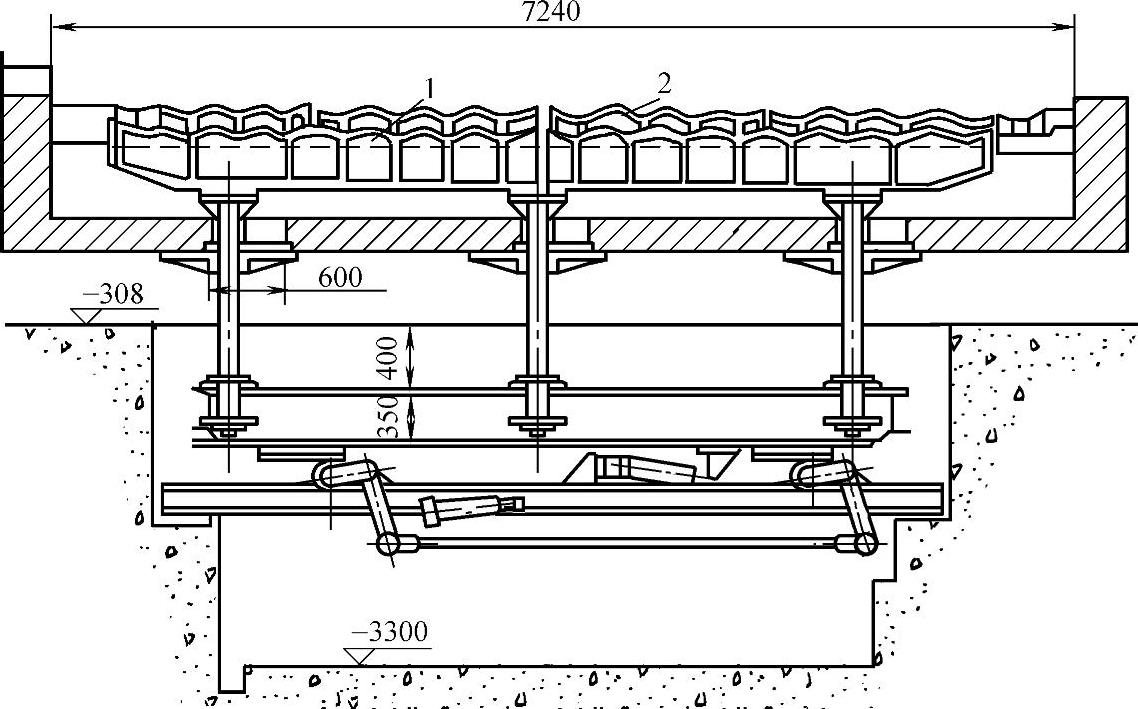
图9-2-21 步进梁式炉的炉底结构
1—步进梁 2—固定梁
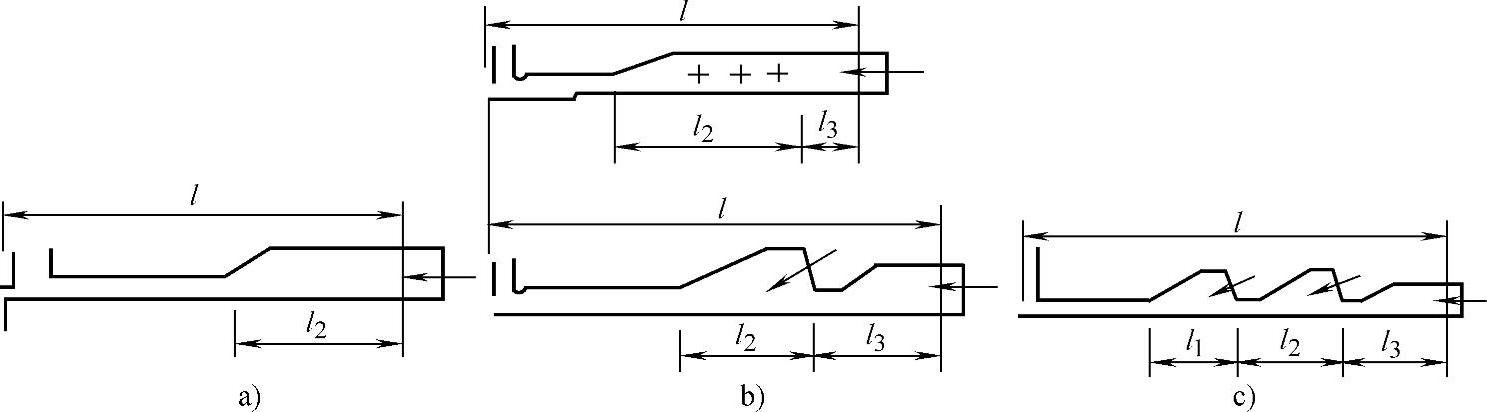
图9-2-22 步进底式炉炉型示意
a)二段式炉 b)三段式炉 c)四段式炉