液压胀形工艺及其原理
2026年01月15日
一
、液压胀形工艺及其原理
液压胀形是胀形工艺的一种,它一般是将管件等类空心件在施加液体内压的工况下,使其按模腔形状产生塑性变形(胀形)。产生内压的介质也可以不是液体,如可用聚氨脂橡胶等,近来也有采用固体小球的。
液压胀形工艺的示意图如图1-9-8所示,管坯2在上、下模压住的情况下,从侧向压头内孔通入高压液体,使管坯胀形成三通形状。为了提高管坯胀形变形的程度,可在液压胀形的同时,对管坯轴向进行压缩,如图1-9-8b所示,即轴向压缩液压胀形。轴向压缩可使胀形区的应力、应变状态得到改善,有利于塑性变形。在轴向压力足够大时,可使变形区的轴向拉应力变为压应力,使管坯厚向变薄减少,显著提高胀形系数,但管坯厚度不能太薄。
胀形液压机是主要用于液压胀形和轴向压缩液压胀形的液压机,由于液压胀形工艺具有一系列独特优点,胀形液压机已开始较多地被应用于石油化工、汽车、电力、船舶、冶金和机械等工业中。(https://www.daowen.com)
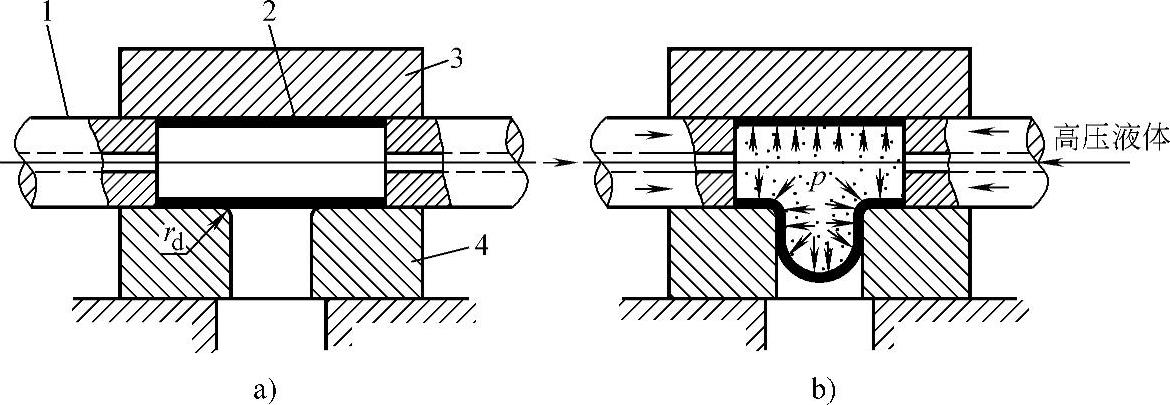
图1-9-8 液压胀形工艺示意图
1—侧向压头 2—管坯 3—上模 4—下模