五
、全电伺服同步系统和定位系统
江苏扬力集团生产的EB3512型数控板料折弯机不用液压缸驱动,而采用伺服电动机带动滚珠丝杠驱动滑块完成板料折弯,由光栅尺精确检测滑块的位置并反馈到数控系统,由数控系统实现对左右伺服电动机进行同步控制。
上海冲剪机床厂生产的ME50/2550型数控折弯机也是用2台伺服电动机同步驱动折弯滑块,滑块定位精度为0.035mm,重复定位精度0.01mm。(https://www.daowen.com)
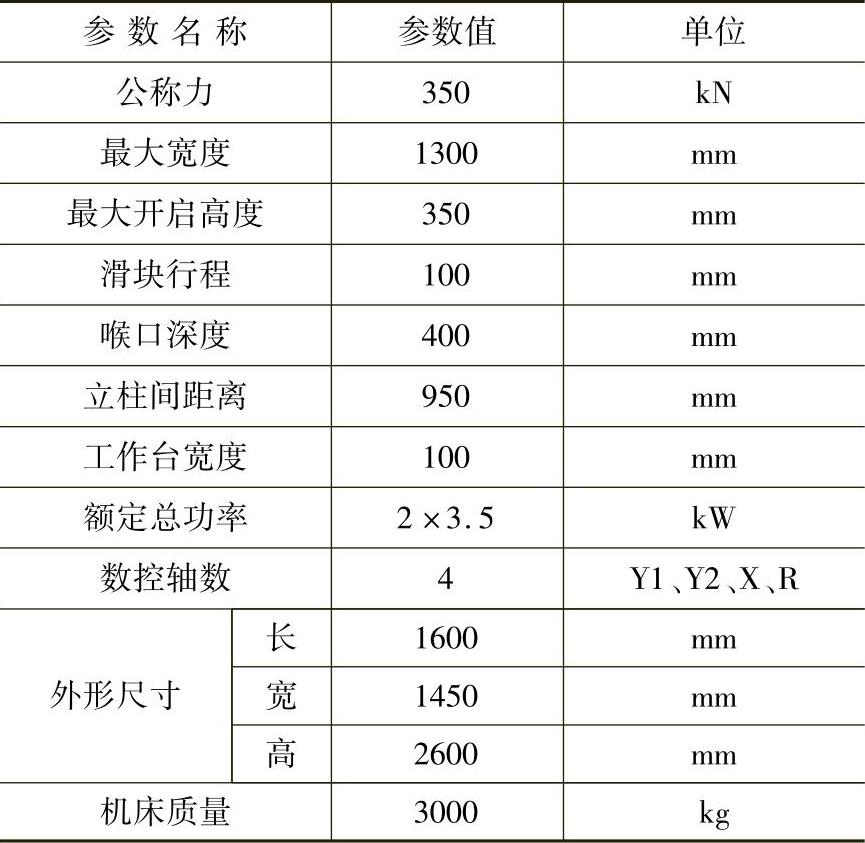
湖北三环也生产相同类型的PPH35/13型数控板料折弯机,其主要技术参数见表1-7-2。
表1-7-2 PPH35/13型折弯机技术参数