三、主要技术参数
2026年01月15日
三
、主要
技术参数
多工位压力机的主要技术参数是:公称力、工位数、工位距、滑块行程、每分钟行程次数等。多工位压力机的型号中,反映了公称力的大小,如J71—125,指公称力为1250kN的板料多工位压力机。
表2-7-1和表2-7-2列出了国产多工位压力机的主要技术参数,表2-7-3为德国舒勒(SCHULER)公司生产的多工位压力机主要技术参数,表2-7-4为日本日立造船公司生产的多工位压力机主要技术参数。
表2-7-1 国产板料多工位压力机主要技术参数(济南二机床集团公司产品,多连杆驱动型)
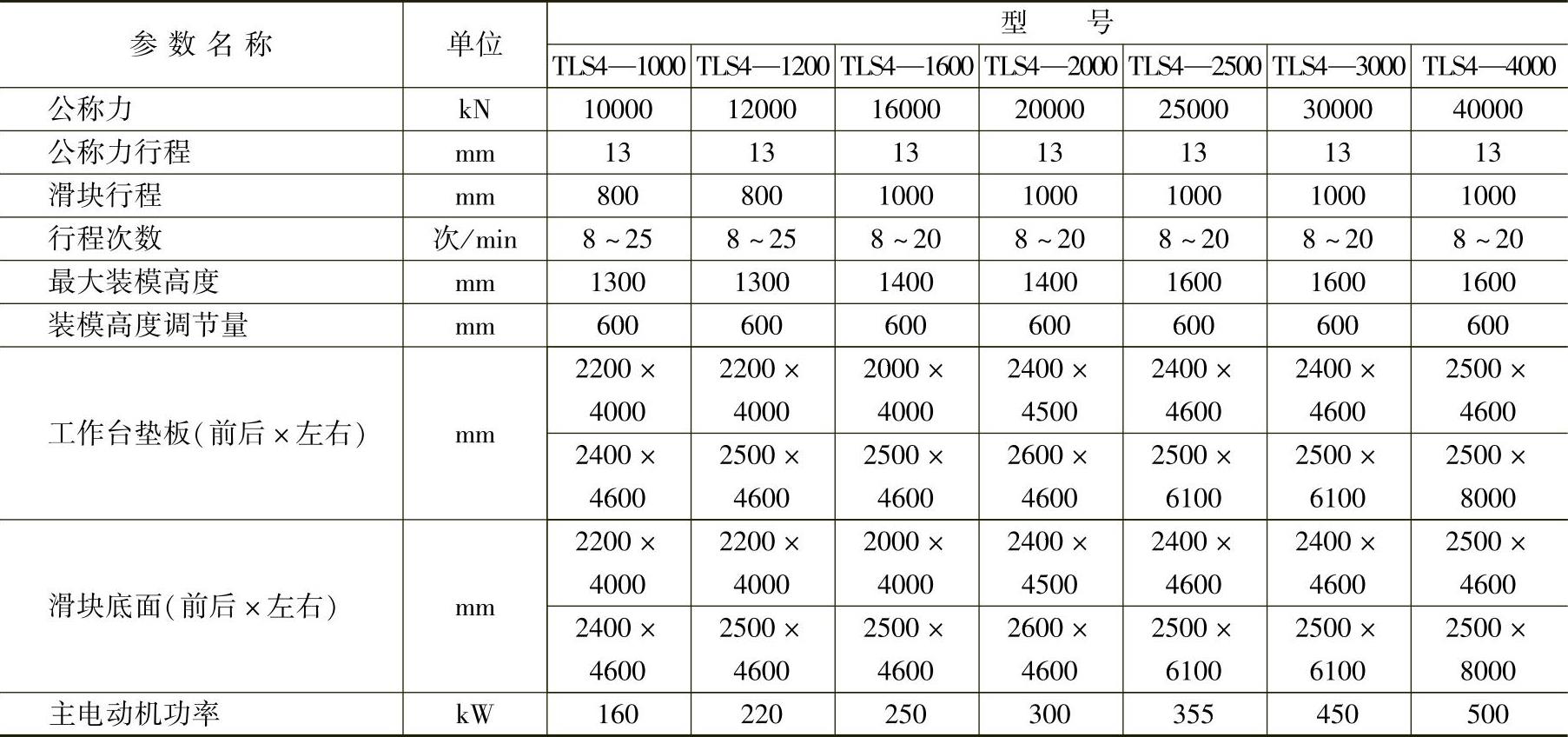
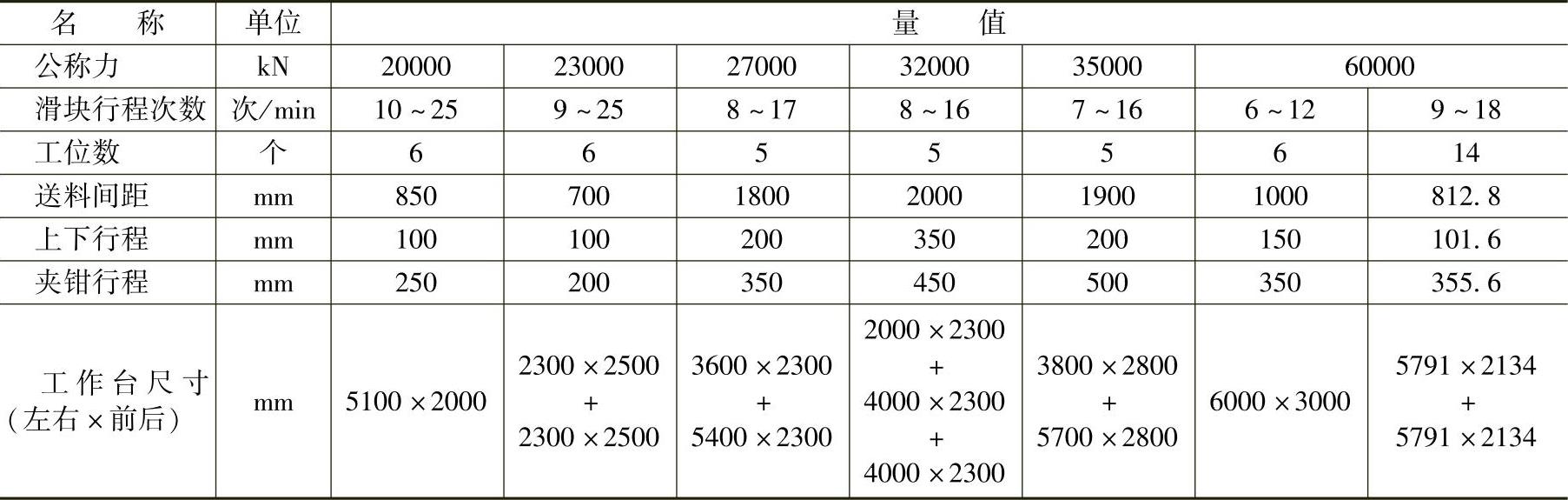
表2-7-2 国产板料多工位压力机主要技术参数(营口锻压机床公司产品)

(续)

表2-7-3 舒勒公司多工位压力机主要技术参数(SCHULER)
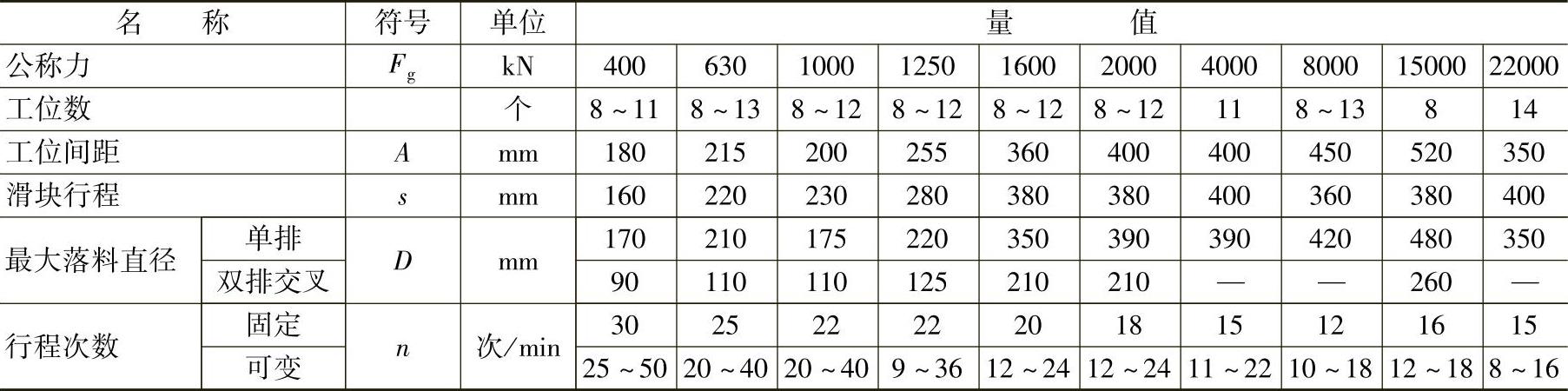
表2-7-4 日立造船公司多工位压力机主要技术参数
选用多工位压力机时,首先根据要加工的典型工件所需工位数及各工位冲压力总和,并考虑冲压件的拉深高度。根据在多工位压力机上进行拉深工艺的特点,在上模回程到两倍拉深件高度时,夹钳才开始传送工件,一般传送角度为60°,即从此时开始,到滑块回到上死点的曲柄转角为60°,在这种条件之下,滑块的行程s≥2.85H(H为拉深件高度)。
在制订工艺时,应注意分配在某一工位的最大冲压力,不许超过机器公称力的1/3,且冲压力总和必须在滑块许用负荷图内,并希望尽量均衡地安排各工位受力,避免滑块因偏载而倾斜,影响模具寿命及冲压件质量。制订工艺时还应考虑工位间距A,它与冲压毛坯的最大直径D有关,对圆形件取A≥1.2D,对矩形件取A≥1.5D。此外还应考虑工位间距对模具强度及导柱、导套安排的影响。