六、顶出器
2026年01月15日
六
、顶出器
设备安装锻件顶出器对锻件减少在型槽中停留时间非常有效,又可减少锻件的拔模斜度,能显著提高锻件精度和节约金属。螺旋压力机可设置上、下顶出器,以液压顶出器最适用,一般都是单独设置液压站和液压系统。也有采用气动顶出器,对较薄锻件适用,但对深高形锻件常显顶出力不够。老式摩擦压力机用机械式顶出器,用滑块带动下顶杆,滑块提升到一定高度顶杆才起作用,这将延长锻件留模时间,对模具寿命不利。图4-5-24所示为JB57—630型液压螺旋压力机的顶出器结构图,共有250kN、400kN、650kN三级顶出力,按不同的工艺类型需要来选用所需的顶出力。
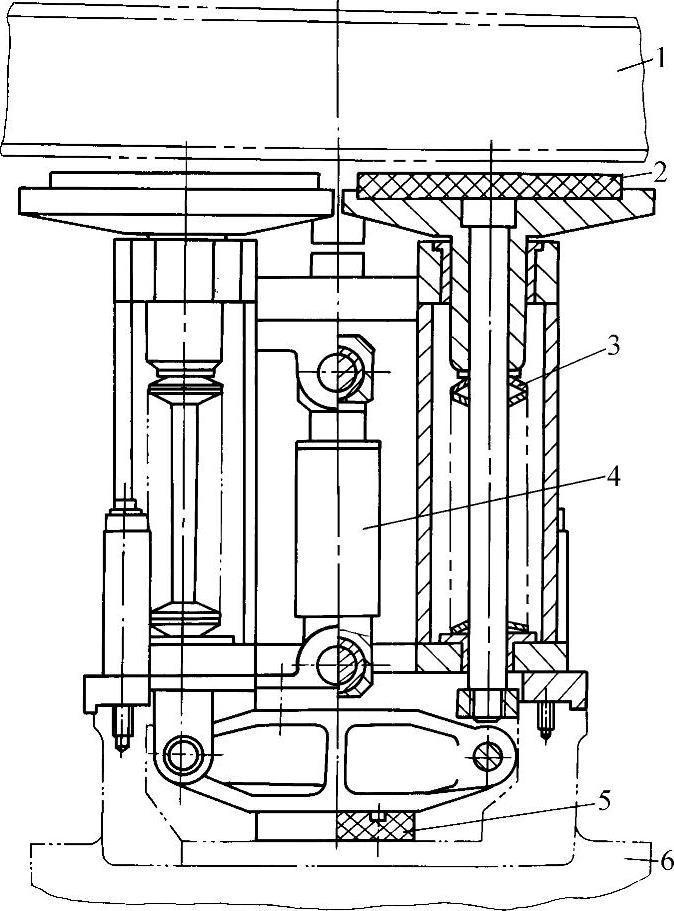
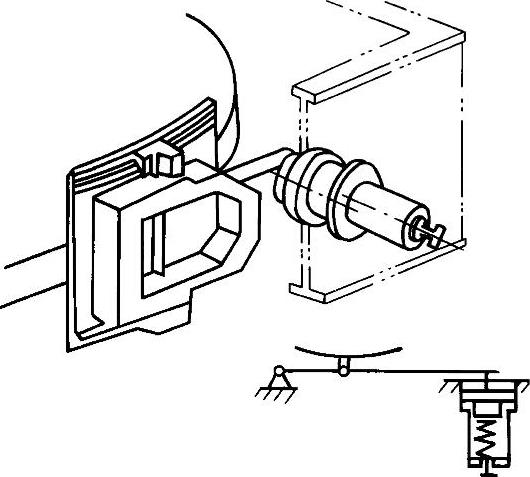
图4-5-22 液压制动器
1—飞轮 2—摩擦材料 3—碟簧 4—液压缸 5—缓冲器 6—滑块
 (https://www.daowen.com)
(https://www.daowen.com)
图4-5-23 高制动块式制动器
德国穆勒—惠加顿(Müeller-Weingarten)公司生产的电动螺旋压力机顶出器如图4-5-25所示。图a和图b为单顶杆和多顶杆的液压顶出器,图c为多顶杆式气动顶出器。液压顶出器的参数如表4-5-3、表4-5-4所示。
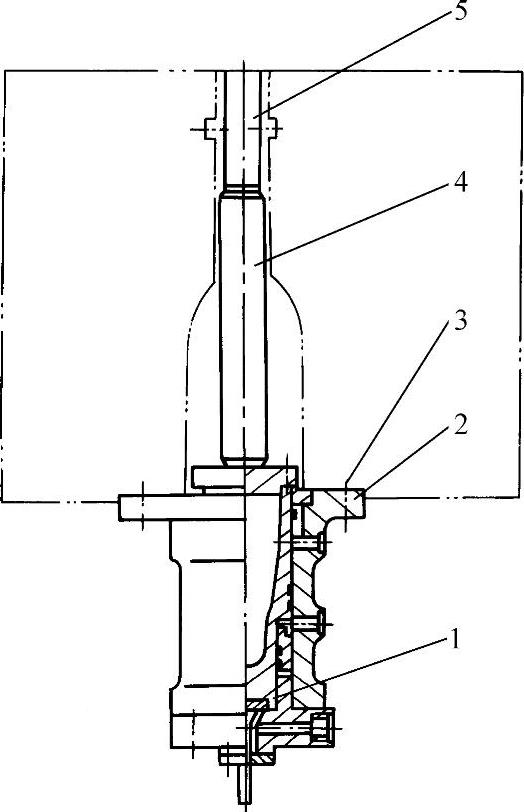
图4-5-24 三级顶出力的液压顶出器结构图
1—柱塞 2—缸体 3—螺钉 4—下顶杆 5—上顶杆