立式辊锻机机械手
2026年01月15日
三
、立式辊锻机机械手
当辊锻重量较大,而且较长的毛坯时,灼热(1200℃左右)的毛坯在自重的作用下可能产生弯曲。同时夹钳也由于毛坯的重量要承受很大的弯矩,使夹钳容易磨损和损坏。近年来,国外出现了带机械手的立式辊锻机,如图7-3-51所示。
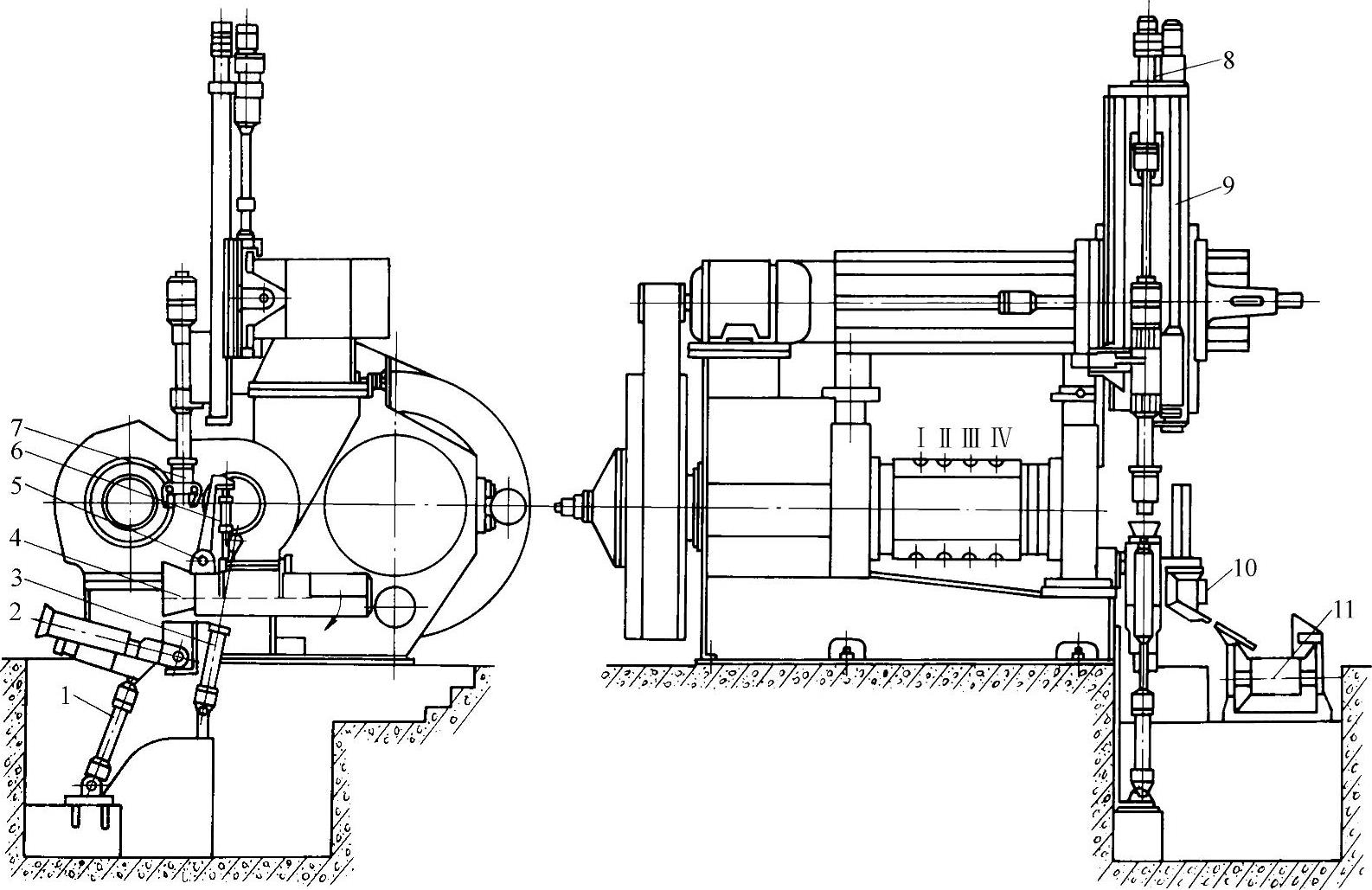
图7-3-51 立式辊锻机机械手简图(https://www.daowen.com)
1、3—液压缸 2—喂料筒 4—卸料筒 5—轴 6—液压缸 7—夹钳 8—提升液压缸 9—滑座 10—挡门 11—辊道
在这种带机械手的辊锻机上两个辊子的轴线在同一个水平面上,毛坯在垂直方向送进,这样就可以避免由于毛坯自重所产生的弯矩而带来的危害,因而夹钳可设计得较轻,辊锻速度能提高到1.4m/s左右。
立式辊锻机机械手与立式辊锻机为电气联动。毛坯经辊道送入喂料筒,并撞击行程开关触头,液压缸1推喂料筒竖起毛坯,夹钳下降,夹住毛坯后上升,接着夹钳滑座横移到辊锻型槽Ⅰ工位,当毛坯在Ⅰ工位顺辊锻方向向上辊锻后,夹钳夹持锻件绕自身轴线回转90°,依次移至各型槽进行辊锻。辊锻结束后,夹钳横移到初始位置,夹钳松开,锻件落入卸料筒,液压缸3将卸料筒转至水平位置,液压缸6将卸料筒门打开,锻件落在传送辊道上送向热模锻压机。夹钳夹紧和回转采用气动,横移和升降采用液压驱动,并用挡块定位。辊锻时,毛坯上提,控制提升液压缸8中的油压,使其恰好能支持毛坯和夹钳的重量,此时毛坯和夹钳处于浮动状态,以此来补偿夹钳提升和辊锻的线速度差及毛坯的延伸量。