板料多工位压力机送料机构及工作循环图
在板料多工位压力机上,当应用在其他压力机上落料的单个毛坯时,一般用推杆式或真空吸盘式装置来送料。当采用卷料时,选用辊式送料机构来送进带料。
辊式送料机构安装位置随机器而异,有的位于左立柱外的侧滑块下,对于无侧滑块的压力机,则位于主滑块下左边第一工位处。多数辊式送料机构的运动从主传动传来,通过齿轮、偏心轮、连杆及单向离合器等机构,最后带动送料辊单向间歇运动。卷料进入辊子前,需经过校平等装置。为了提高材料利用率,有些多工位压力机上还设有双排交叉送料机构,用来控制辊式送料机构。
多工位压力机工序之间工件的传送机构是夹板纵向送进机构和夹钳横向夹紧机构。夹板有平面运动和空间运动两种形式,平面运动的工作循环是:夹紧→送进一个工位距→松开→退回一个工位距;空间运动的工作循环是:夹紧→提升一个高度→送进一个工位距→落下→松开→退回一个工位距。常用的平面运动夹板纵向送料机构传动方式有凸轮传动和行星齿轮传动两种。图2-7-7所示为双滚子凸轮传动送料机构。凸轮1通过两个装在杆2上的滚子,使杆2左右运动,带动摆杆3摆动,摆杆3通过一些机构使拉杆4带动夹板机构5左右往复运动一个工位距,实现纵向送进。夹板机构的初始位置可调节带左右螺纹的拉杆4的长度来改变。
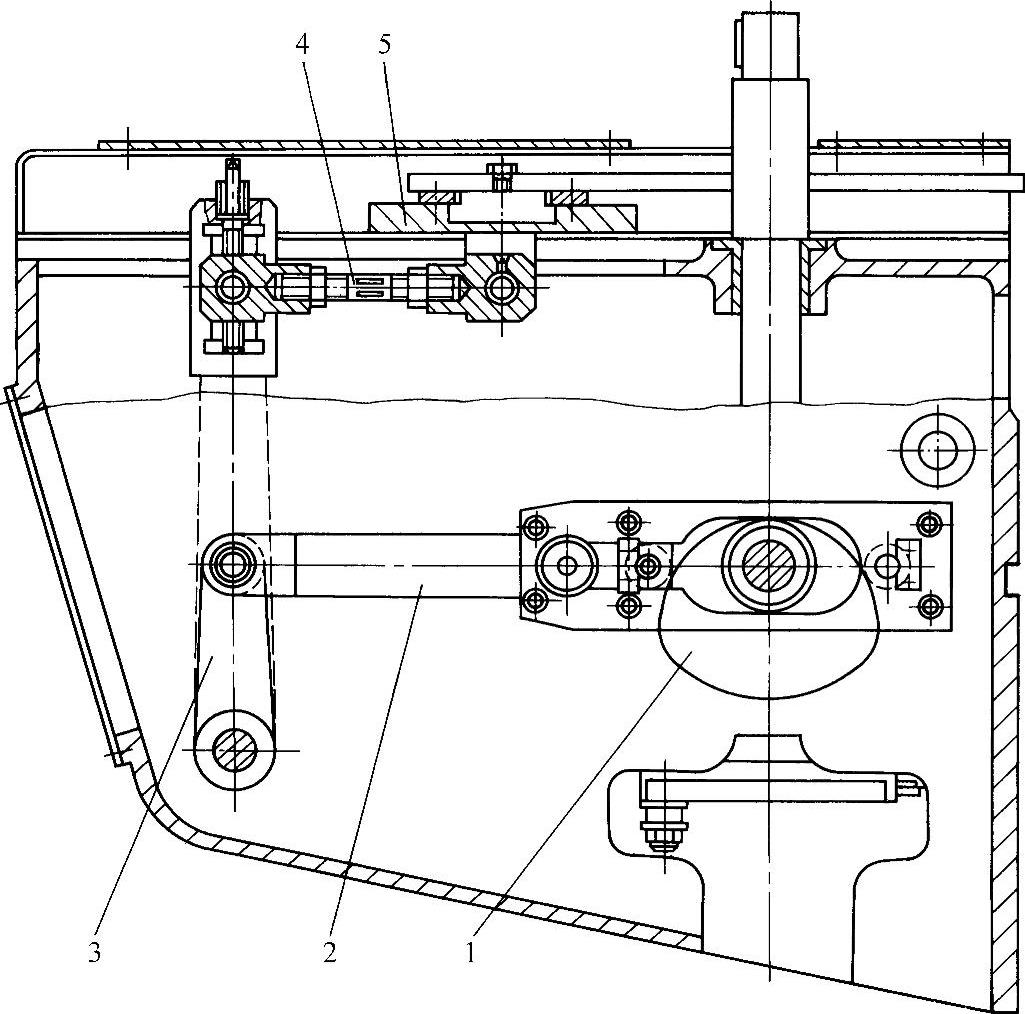
图2-7-7 双滚子凸轮传动送料机构(https://www.daowen.com)
1—凸轮 2—杆 3—摆杆 4—拉杆 5—夹板机构
图2-7-8所示为行星齿轮传动送料机构简图,行星齿轮3由转臂2带动,绕固定的太阳轮1转动,曲柄销偏心地安装在行星轮上,小滑块4套在曲柄销上,它可在夹板滑座5的导向槽内滑动。当行星轮绕太阳轮转动时,通过曲柄销上的小滑块,带动夹板滑座左右运动一个工位距,曲柄销的运动轨迹为一椭圆。当太阳轮直径与行星轮直径及曲柄销的偏心距之比为10∶5∶1.005时,曲柄销运动轨迹如图2-7-9所示,此时曲线上的ab及a′b′为两条平行的直线,送料夹板停止不动,相应的曲柄销转角为60°,符合夹板纵向送料机构停顿60°的要求,而在aa′及bb′线段,往复运动开始时和结束时速度都比较低,以消除冲击现象。这种结构比较复杂,常用于大中型多工位压力机。
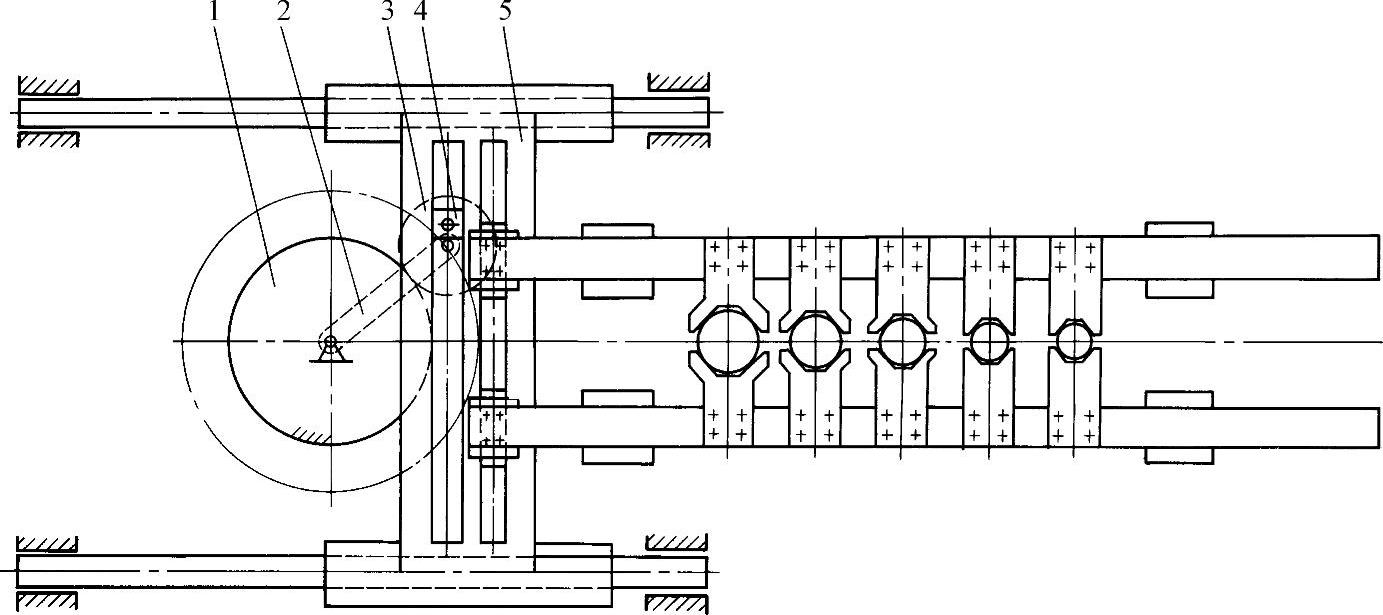
图2-7-8 行星齿轮传动送料机构简图
1—太阳轮 2—转臂 3—行星齿轮 4—小滑块 5—夹板滑座
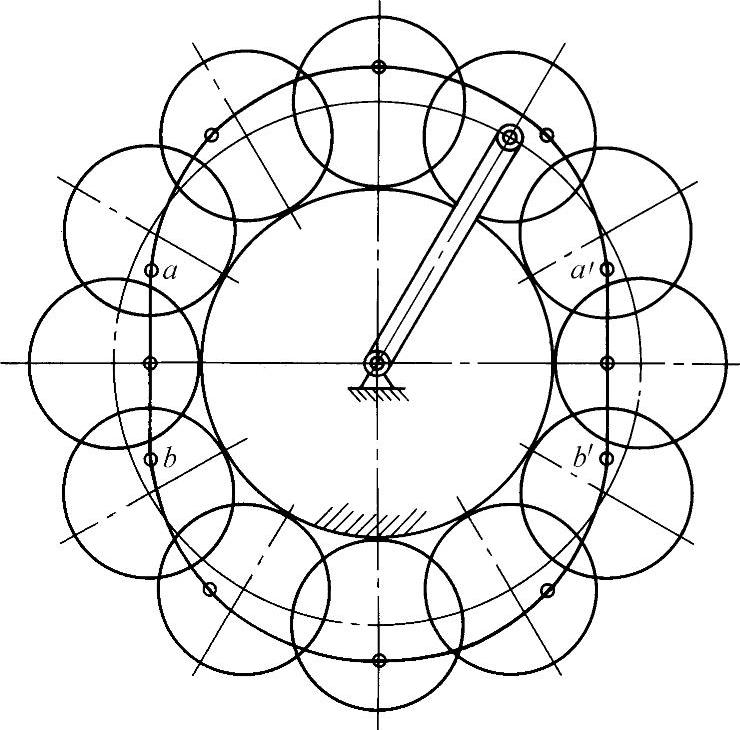
图2-7-9 行星齿轮传动送料机构的曲柄销运动轨迹
横向夹紧机构的类型也比较多,图2-7-10所示为中小型多工位压力机上常用的横向夹紧机构,两套凸轮板1固定在滑块两侧,当滑块向下运动时,凸轮板将夹板3撑开,使装在夹板上的夹钳张开,与工件脱离。当滑块回程时,夹板在弹簧4的作用下夹紧工件,准备向下一工位传送。在试冲、模具调整或冲压过程中出现故障时,向气缸内送进压缩空气,推动杠杆系统5,使夹板张开。当改变凸轮板对滑块的安装位置时,可改变张开、夹紧角度及夹钳开口大小,更换凸轮板可做到不改变角度而改变开口大小。在一些小型多工位压力机上,也有使用手柄代替气缸使夹板张开的。
图2-7-11所示是另一种多工位压力机的横向夹紧机构,滑块两侧的凸轮板,通过摆杆、连杆,带动三级齿轮—齿条传动,使夹钳张开与夹紧,夹紧力由压缩空气推动气缸里的活塞来产生,当在活塞左端通入压缩空气时,夹板立刻松开。
夹板空间运动也称三坐标运动,它的传动形式很多,有由主传动输出动力,通过传送、升降、夹紧三组凸轮及齿轮、齿条、杆系等实现空间运动的机械式传送装置。也有由直流伺服电动机经减速器带动齿轮、齿条等实现空间运动,送料夹板的送进用一个伺服电动机驱动,升降及夹钳的夹紧、松开各由两个伺服电动机驱动。由于送料夹板夹紧后升起,所以下模面不一定是平面,允许各工位模具表面有突起。
送料机构运动比较复杂,为了使它们能很好地配合主滑块的运动,需要制订合适的工作循环图。图2-7-12所示为营口锻压机床公司生产的J71—125型多工位压力机的工作循环图,辊式送料机构的送进、停顿及纵向夹板送料机构的进、退,横向夹紧机构的张、夹都是对称的。送料辊在270°~90°送料,90°~270°停顿。为了使送料工作更稳定,横向夹紧机构的动作,开始时滞后于纵向夹板动作5°,结束时又提前5°。夹板从295°到65°送进,然后停顿5°,在夹钳张开5°之后,即从115°开始返回,在245°~295°停顿50°,夹钳在此范围内夹紧。废料切断机构从140°到180°是切断行程,180°~220°回程,其余时间在后死点停留。
为了准确地向压力机送进单个坯料及将工件准确地送到下一工位,在多工位压力机上设置了自动检测装置。
为了防止误送双料,常用两种检测装置,一种是厚度检测装置,当送入双料时,由于它们的厚度超过预定值,检测头的杠杆放大机构使微动开关动作,发出信号,压力机停止工作。另一种是重量检测装置,当将坯料送到支承板上时,若误送双料,超过了配重头的平衡作用,通过杠杆系统使回转轴旋转,支承板倾斜,使坯料从支承板上滑出。
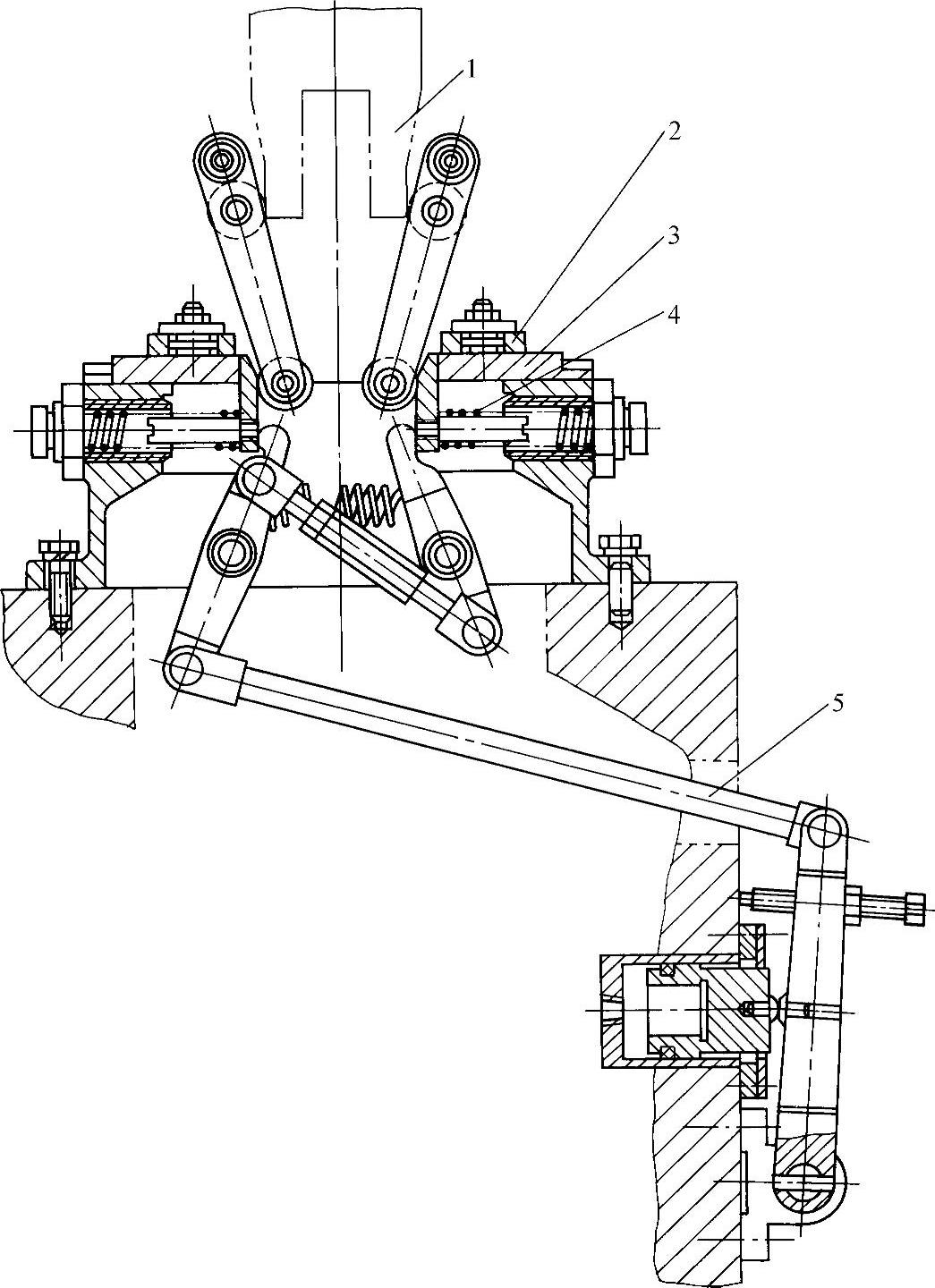
图2-7-10 中小型多工位压力机常用的横向夹紧机构
1—凸轮板 2—夹钳 3—夹板 4—弹簧 5—杠杆系统
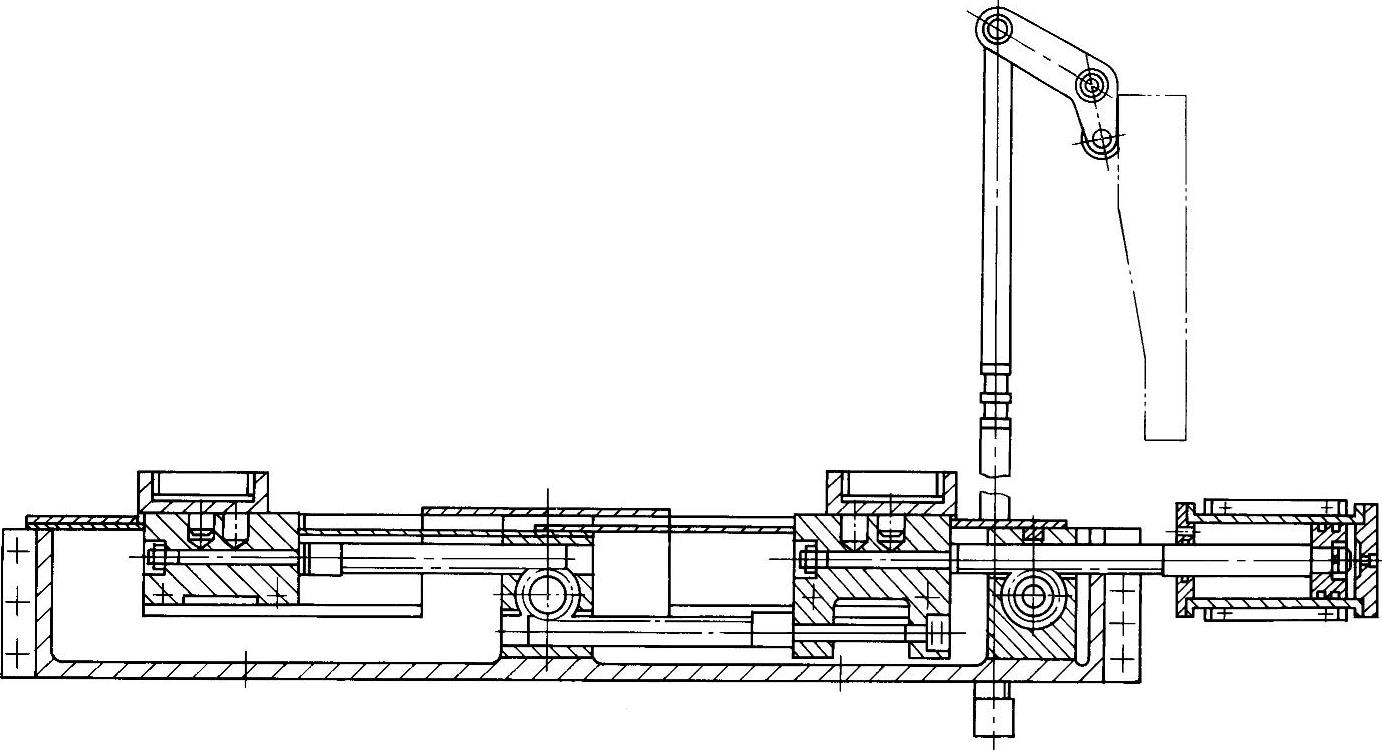
图2-7-11 齿轮—齿条传动的横向夹紧机构
为了确保夹钳夹紧工件,常在夹钳的夹爪上配备检测装置,一种是气压检测装置,当夹紧了工件时,装在夹爪一侧的检测销打开常闭三通阀,使气源与压力开关接通,由压力开关发出信号使压机正常工作;另一种是电气检测装置,以低压弱电流通过前夹爪和工件传到后夹爪,构成一条回路,表示工件已夹紧,如果没有夹紧工件或无工件,则立即停车。
在一些大型多工位压力机上,为防止工位间传送装置因受力或扭矩过大而损坏,在传动环节中设置了扭矩过载保护装置及力过载保护装置。
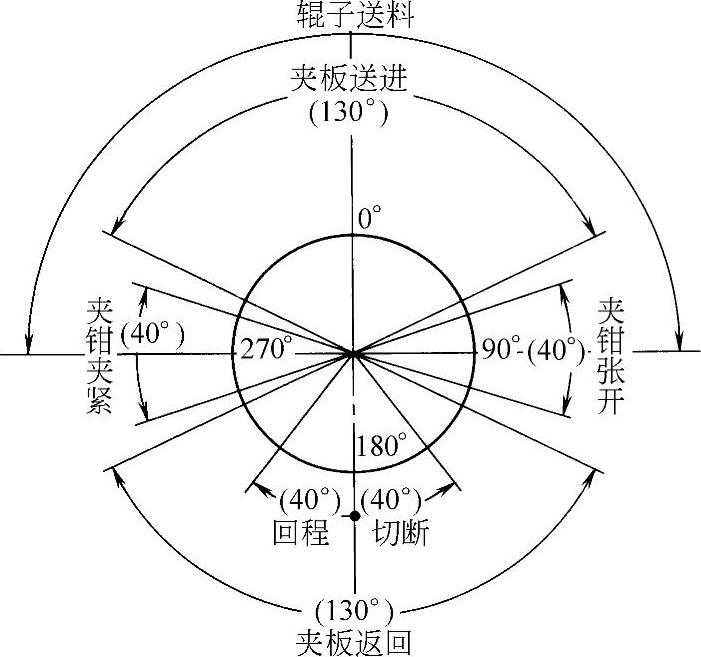
图2-7-12 J71—125型多工位压力机工作循环图