一、送料装置
把从贮料装置、分配及定向排列装置上接纳的一定数量的材料、毛坯或半成品,以一定的速度送到冲模上的装置,统称为送料装置。其中把卷材、带材向冲压作业机构传送的送料装置称为一次加工送料装置,而将半成品送进的送料装置称为二次送料装置。
1.一次送料装置
从材料送进的方式来看,一次加工送料装置又分为辊式送料装置和夹持送料装置两种类型。
图7-5-13所示为双边卧辊送料装置。条料从右边送入,曲轴端部的可调偏心盘1,通过拉杆2带动超越离合器3的外壳作正反转转动,超越离合器3的内圈和齿轮4用键联接。因此离合器外壳的正反转动便使辊子产生间歇送料。另有一个超越离合器8,左右两组辊子由推杆7实行联动。双边辊式送料装置能保证材料全部被利用,故使用范围较广。
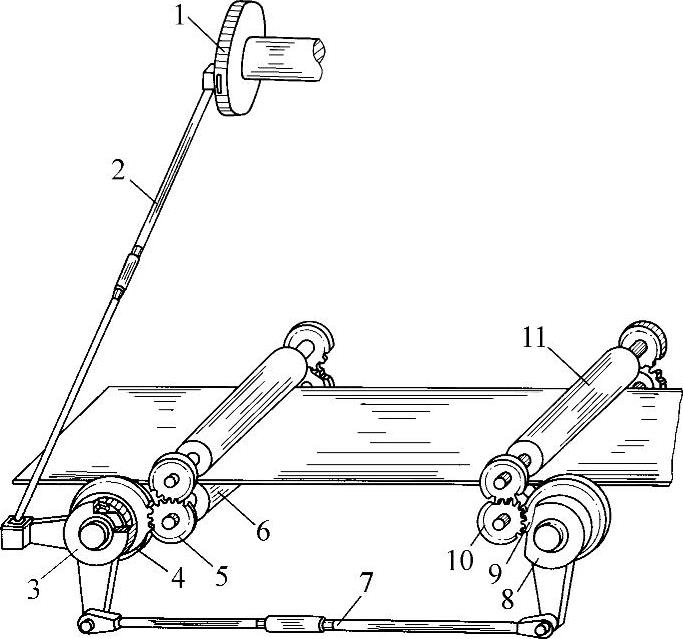
图7-5-13 双边卧辊送料装置
1—偏心盘 2—拉杆 3、8—超越离合器 4、5、9、10—齿轮 6—辊子 7—推杆 11—辊子
夹持式送料装置是用来送进卷材和线材的,它主要有夹刃式和夹滚式两种。
图7-4-14所示为小进距表面夹刃送料装置。左边为送料夹座,右边为止推夹座。弹簧6、10产生的力矩,使夹刃7和11始终有绕圆柱销8、12作逆时针转动而夹紧条料的趋势。当斜楔1通过滚轮2推动送料夹座3右移时,条料被夹刃11夹住不能后退。由于摩擦力的作用,使夹刃7绕圆柱销8作顺时针转动,对条料不起夹持作用。当斜楔回程时,由于弹簧9的作用,推动送料夹座向左运动,夹刃7便夹持条料向左送进。同时也由于摩擦力的作用,夹刃11对条料放松,不起夹持作用。
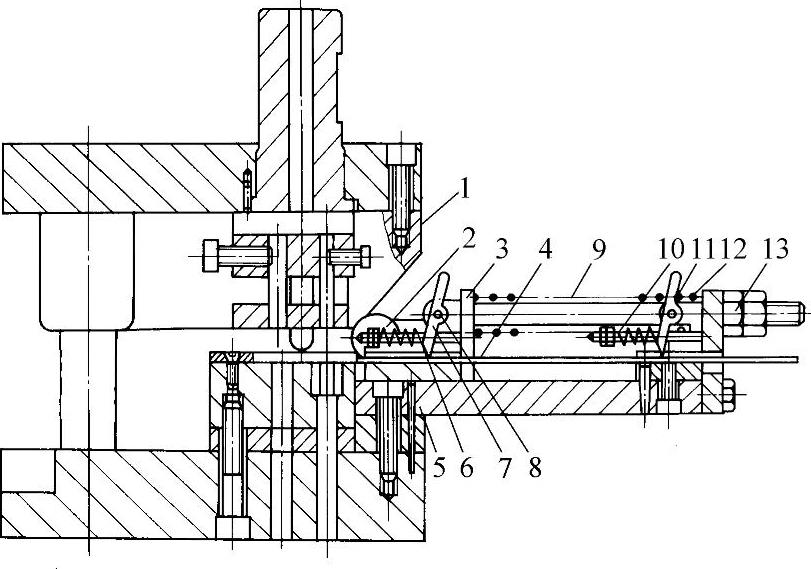
图7-5-14 小进距表面夹刃送料装置
1—斜楔 2—滚轮 3—送料夹座 4—条料 5—支板 6、9、10—弹簧 7、11—夹刃 8、12—圆柱销 13—螺母
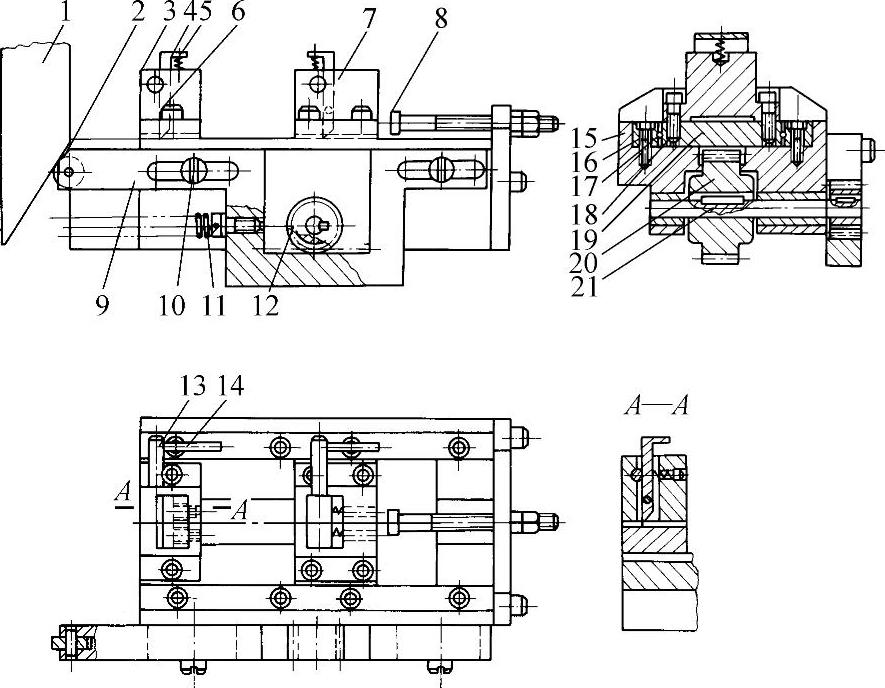
图7-5-15 大进距表面夹刃送料装置
1—斜楔 2—滚轮 3—止退夹座 4—夹刃 5、11—弹簧 6—圆柱销 7—送料夹座 8—调节螺钉 9—齿条架 10—导向钉 12—小齿轮 13—偏心轴 14—扳手 15—底座 16—导轨 17—滚珠 18—隔板 19—齿条滑板 20—大齿轮 21—轴
图7-5-15所示是大进距表面夹刃送料装置。它也是由两部分组成,左边为止退夹座,右边为送料夹座,材料由右向左送进。其送料进距的大小不仅决定于斜楔和调节螺钉的长短,由于中间有一级齿轮放大作用,从而使送料进距扩大了。
为了克服夹伤金属表面的现象,可采用侧面夹刃装置,如图7-5-16所示。它是由送料夹座4和止退夹座8组成。在送料夹座中固定有三对夹刃,止退夹座内固定有两对夹刃。夹刃的安装角度为60°,刃口的刃磨角为75°。夹刃的后部受弹簧3的压力,使刀刃压紧在条料的侧面,为减小弹簧的压力,夹刃的转动支点应接近头部。该装置的动作过程是:压力机的曲轴通过驱动装置使摆杆10作摇摆运动,当摆杆逆时针转动时,送料夹座被推着向左移动,此时送料夹座中的夹刃2夹住条料的侧面向左送进一个送料距离。由于止退夹座内的夹刃对条料处于放松状态,因而不会妨碍条料的送进运动。当摆杆顺时针转动时,由于弹簧5的拉力使送料夹座向右后退,直到被调节螺钉7的头部顶住为止。在这过程中止退夹座中的夹刃夹住条料使它保持不动。
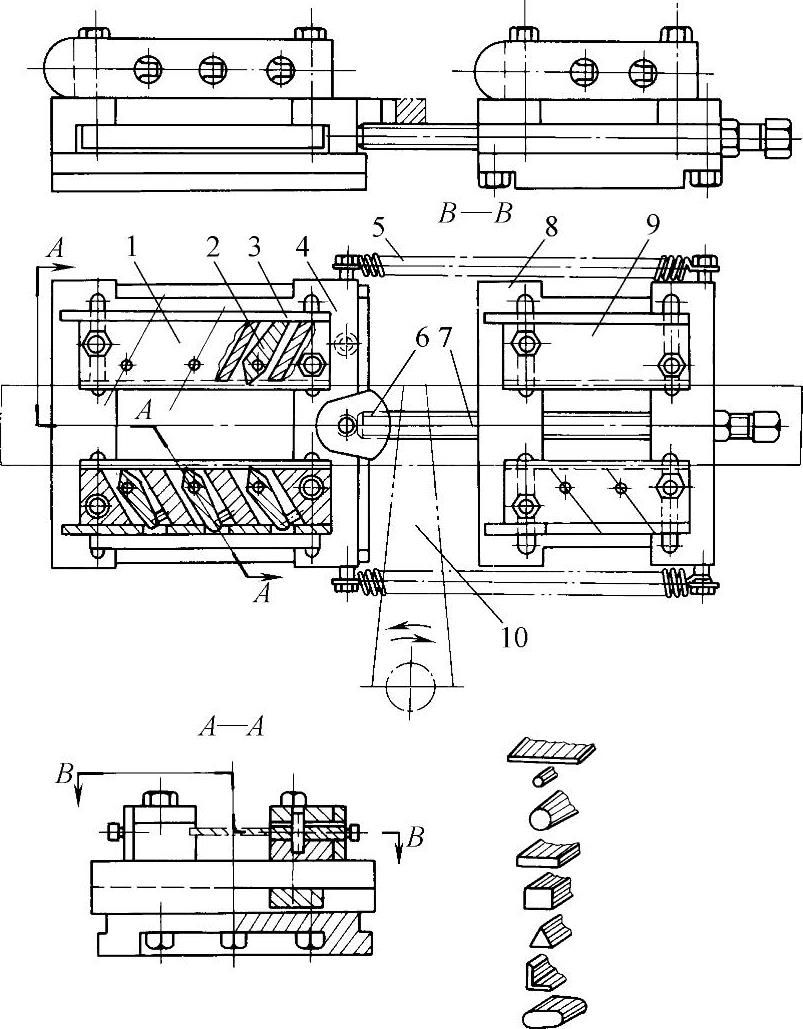
图7-5-16 侧面夹刃送料装置
1—送料夹刃架 2—夹刃 3、5—弹簧 4—送料夹座 6—凸块7—调节螺钉 8—止退夹座 9—止退夹刃 10—摆杆
夹持式送料装置中还有滚柱夹持送料装置。图7-5-17所示为常用一种结构。该装置由两部分组成,右面为送料部分,左面为止退部分,两部分的结构相同。装于冲床或模具上的斜楔3随着滑块下降时,和滚轮2接触,推动送料滚柱座向左移动,但是料被左面的止退滚柱座14中的滚柱夹紧,不能向左移动。当滑块回程时,斜楔也随之回程,在弹簧16的作用下,送料滚柱座1被推向右边,其中的滚柱6便夹着条料向右送进一个距离。同时左边的止退滚柱座中的滚柱,因摩擦力作用而放松条料。这样每往复一次完成一次送料。
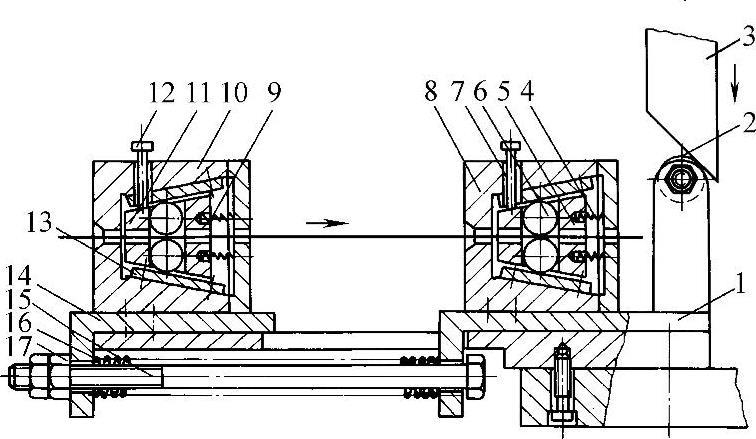
图7-5-17 滚柱夹持送料装置(https://www.daowen.com)
1—送料滚柱座 2—滚轮 3—斜楔 4、9、16—弹簧 5、11—保持架 6—滚柱 7、12—拨杆 8、10—外座 13—镶块 14—止退滚柱座 15—螺钉 17—螺母
图7-5-18所示为滚珠线材送料装置。它由两个锥形自动夹头组成。夹头(图a)由调节螺钉1、锥套2、弹簧3、锥柱4和三个滚珠5组成。线材6穿入孔中后,线材可以向左移动。线材往右拉时,滚珠对其压紧力自动增加,当锥套的锥顶角在25°~30°范围内时,滚珠能够自锁,线材不能向右移动。因此线材只可能产生单向移动。
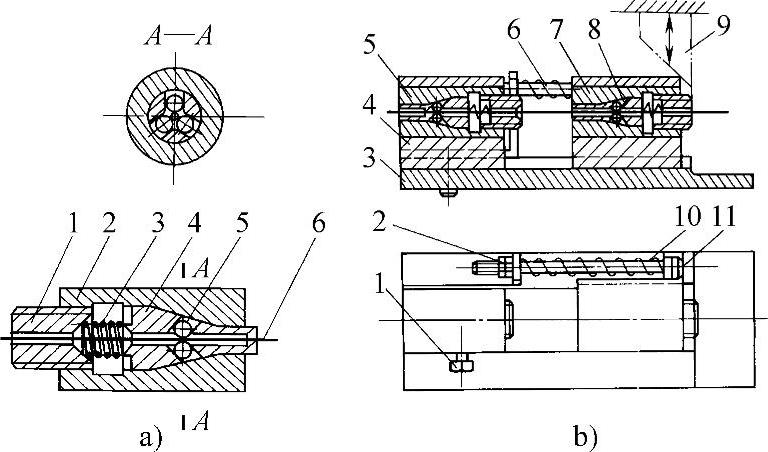
图7-5-18 滚珠线材送料装置
a)1—调节螺钉 2—锥套 3—弹簧 4—锥柱 5—滚珠 6—线材 b)1、4—固定螺钉 2—调节螺母 3—导板 5—锥形夹头 6—进给弹簧 7—滑块 8—锥形夹头 9—斜楔 10—导杆 11—滚轮
2.二次送料装置
对于半成品的送料,由于冲压件的形状多种多样,因此在此之前应当有定向排列和分离装置。综合性的半成品送料装置的组成如图7-5-19所示。
生产中使用的二次送料装置按结构特点可分为摆杆式、夹钳式、闸门式、转盘式和料斗式等,现简介如下。
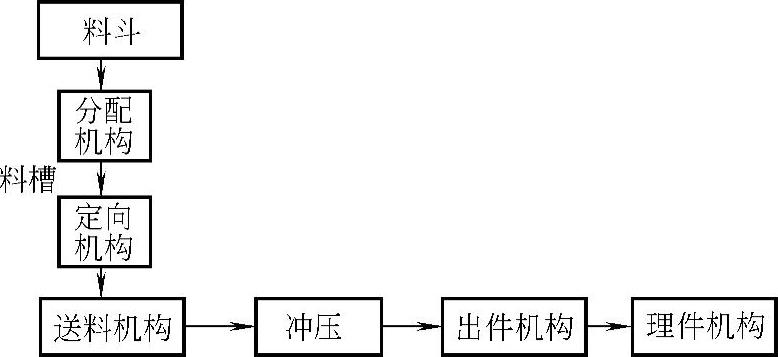
图7-5-19 二次加工送料装置组成图
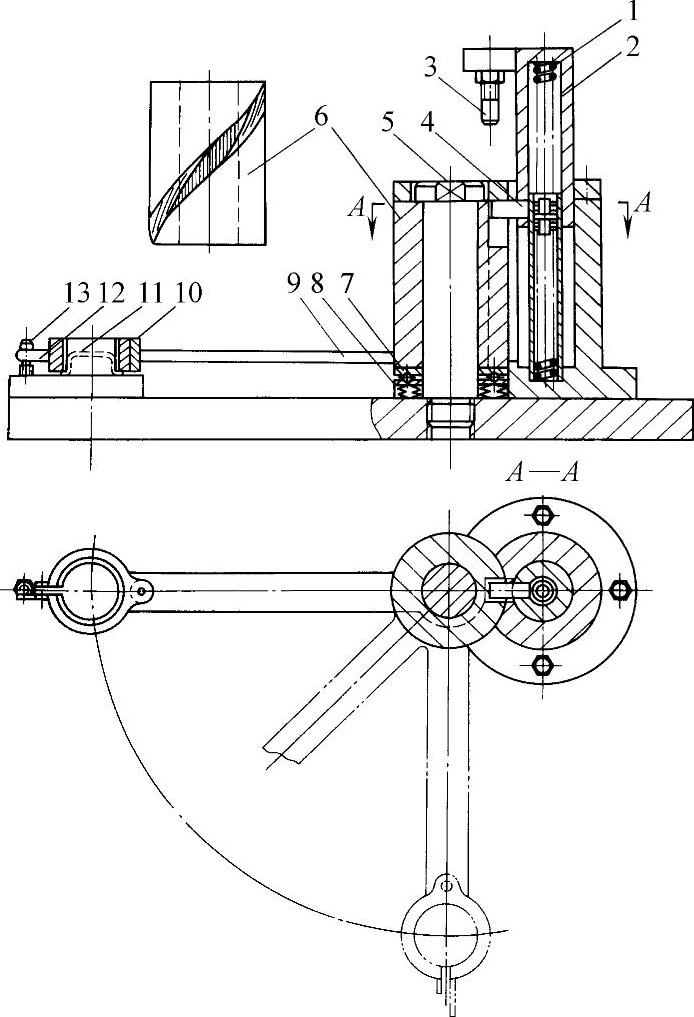
图7-5-20 滑块驱动式送料机构
1—弹簧 2—滑柱 3—调节螺栓 4—导销 5—轴 6—凸轮 7—轴向推力轴承 8—蝶形弹簧 9—摆杆 10—套圈 11—工件 12—套圈活动臂13—松套螺栓
图7-5-20所示是滑块驱动式摆杆送料机构。当压力机滑块下行时,把滑柱2压下,装于滑柱2上的导销4也随之下移,凸轮6在导销4的推动下沿逆时针方向旋转,焊在凸轮6侧面的摆杆9也随着绕轴5摆动。当调节螺栓3碰到凸轮上端面时,摆杆停止转动,凸轮6带动摆杆向下移动,在凸轮6下的碟簧被压缩,此时摆杆末端的弹性套圈将工件11夹住。当冲床回程时,滑柱2在弹簧1的作用下向上移动,导销4推动凸轮6沿顺时针方向旋转,摆杆就把工件送到模具上。当摆杆转到冲压部位时,松套螺栓13顶开套圈,活动臂12使套圈10张开,工件便落在凹模上,完成一个工作循环。
图7-5-21所示为单工位夹钳式送料机构。它主要由夹钳、连杆、滑块、料槽和推料部分等组成。其工作原理是:当压力机滑块下行时,装于上模1上的弹性连杆推动滑块8向外退出,使装在滑块上的夹钳6随着向外退出。在夹钳的尾部两侧有斜面,夹钳退出时,夹钳尾部的斜面部分沿着挡块7滑动,挡块7压缩夹钳尾部间的弹簧使钳口闭合停止在接件位置。在夹钳尾部的两侧各有一个缺口,带动一个擒纵叉4推出一个工件,工件沿着斜槽滑入钳口内。当压力机滑块回程时,弹性连杆2带动夹钳前进,夹钳尾部斜面沿着挡块7滑动并在弹簧的作用下使钳口松开,将坯料放到下模上。在滑板右侧的移动梁12上装有拨料器,拨料器随着滑板前进时,杠杆9在凸轮13的作用下,使压料叉3向下摆动,将工件准确地压入下模的工件定位台内。至此送料过程完成。这种装置可用于圆形块料的送料,精度较高。
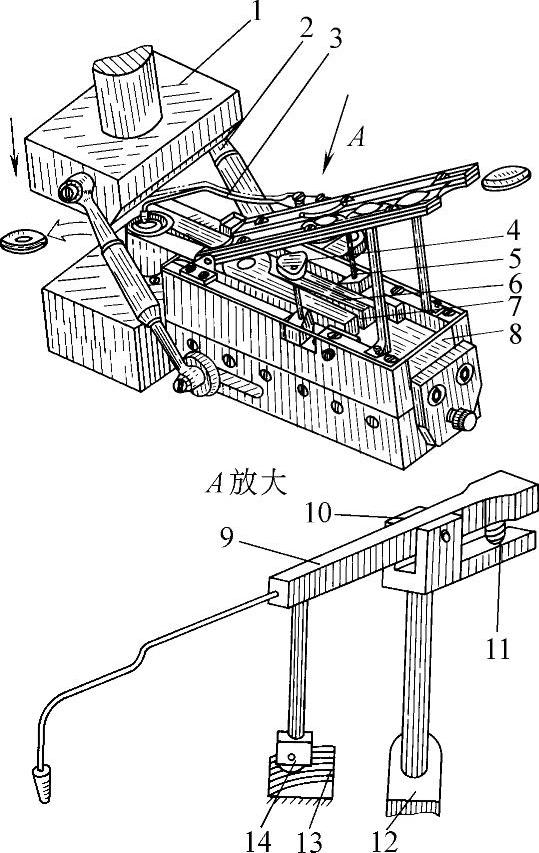
图7-5-21 夹钳式送料机构
1—上模 2—弹性连杆 3—压料叉 4—擒纵叉 5—拨块 6—夹钳 7—挡块 8—滑块 9—杠杆 10—支架 11—弹簧 12—移动梁 13—凸轮 14—滚轮
另外尚有凸轮传动的转盘、蜗杆凸轮传动的转盘和链传动的转盘式送料机构。
料斗的作用是储存一定数量的半成品,并把它们渐次输送给送料机构,再送到加工部位进行冲压。通常安装在送料机构的前上方。图7-5-22所示是与冲床联动的杠杆闸门式送料机构。其工作过程是:当滑块向下运动时,压力机曲轴端部的偏心圆盘经过连杆1、拐杆2、连杆3使摇杆4摆动。因为摇杆4、轴5和摆杆6联接在一起,故摆杆6通过销轴8推动推板9后退。当滑块上行时,摆杆6往回摆动,推板9在弹簧11的拉力下把坯料推到模具上。
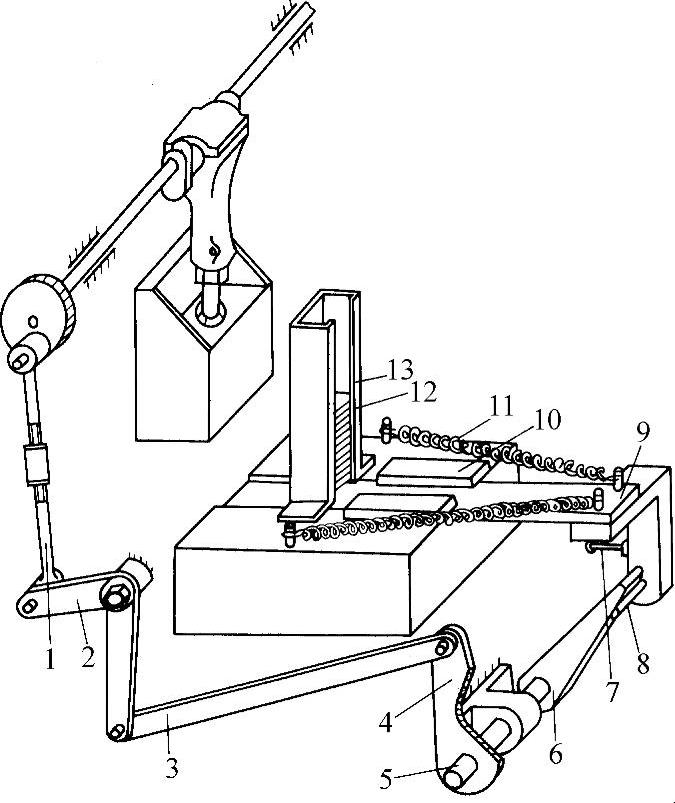
图7-5-22 杠杆传动闸门式送料机构
1、3—连杆 2—拐杆 4—摇杆 5—轴 6—摆杆 7—限位螺栓 8—销轴 9—推板 10—盖板 11—弹簧 12—坯料 13—料匣