板件柔性制造系统控制实例
2026年01月15日
第五节 板件柔性制造系统控制实例
图6-9-14所示为某企业的冲剪结合的板件柔性制造系统的布局图,整个加工系统由自动仓库与物料输送单元、冲加工单元、剪加工单元、中央控制单元和自动工艺编程单元五个部分组成。物料储运系统包括立体仓库2、轨道式堆垛机3、进出料台车4、装载机械手6、自动定位运输机7、中间滚柱台10、装卸料机械手11、中小工件自动分类运输机16和大件自动分类运输机17。数控回转头冲床9的上料由装载机械手6和自动定位运输机7完成,下料由装卸料机械手11完成。数控直角剪切机15的上料由装卸料机械手11完成,定位机械手14进行板料剪切加工的精确定位,剪切后的成品板料工件,通过辊道输送到自动分类运输机16、17,分拣出大件、中小件,储存至板料工件存放箱。
图6-9-15所示为该冲剪结合的板件柔性制造系统递阶控制结构框图,单元层的中央控制单元完成整个加工系统的生产调度、加工过程控制、运行过程的监控和故障诊断、加工工艺的自动编程;工作站层的控制器完成冲压单元、剪切单元与上下料机器人或自动装置的协调控制、物料储运系统设备的控制;设备层的冲压单元、剪切单元控制器按中央控制器的调度指令和被加工板件的制造程序完成板件制造的自动循环。
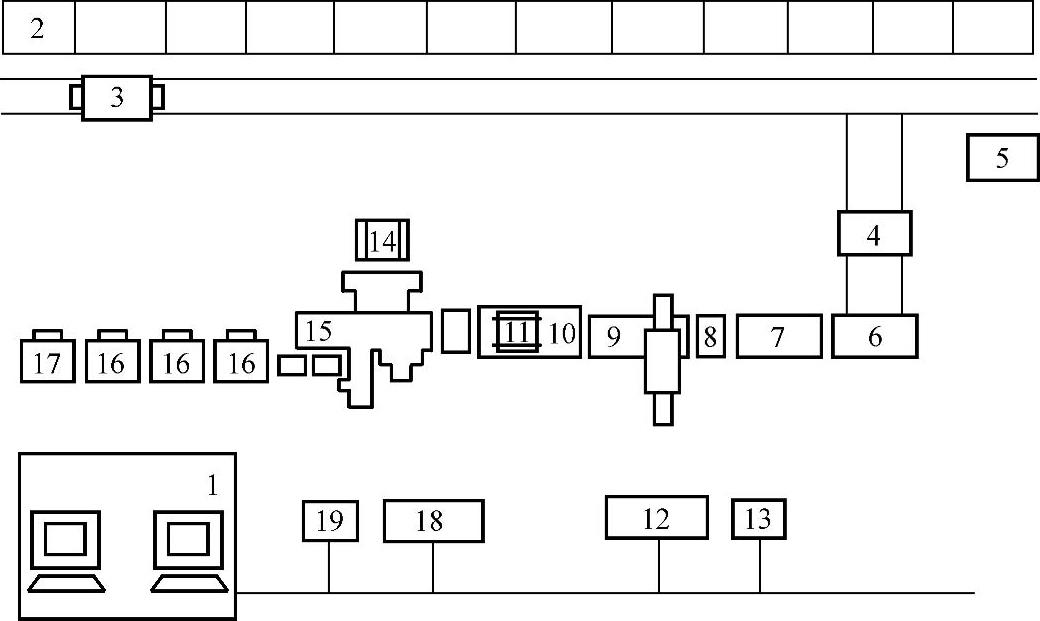
图6-9-14 冲剪板件柔性加工系统(https://www.daowen.com)
1—中央控制室 2—立体仓库 3—堆垛机 4—进出料台车 5—装卸料台 6—装载机械手 7—自动定位运输机 8—工作台 9—数控回转头冲床 10—中间滚柱台 11—装卸料机械手 12—TPP数控箱 13—冲加工单元控制器 14—定位机械手 15—数控直角剪切机 16—中小工件自动分类运输机 17—大件自动分类运输机 18—RAS数控箱 19—剪加工单元控制器
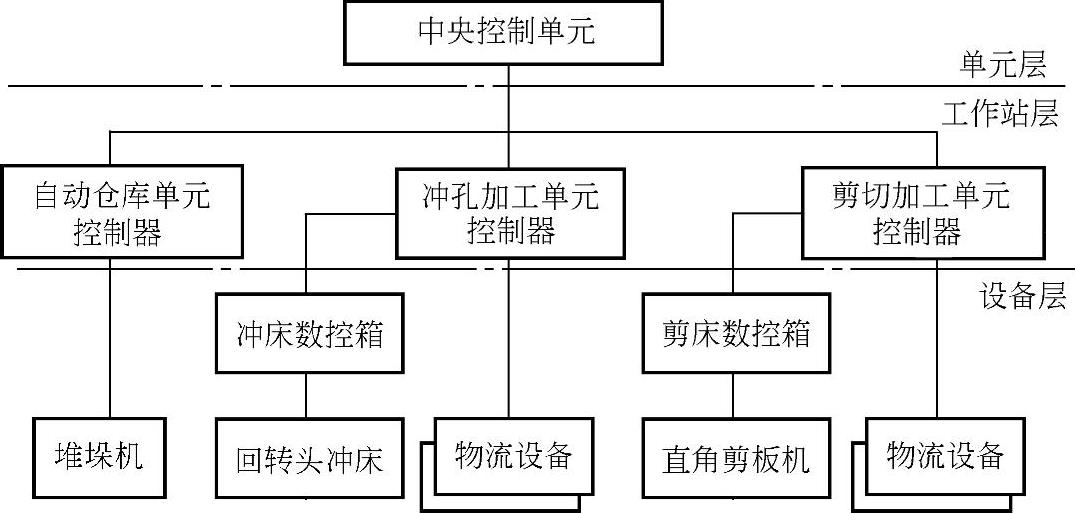
图6-9-15 冲剪板件柔性制造系统的递阶控制结构