两种主要折弯方式
2026年01月15日
二
、两种主要折弯方式
1.自由折弯
如图1-7-2所示,凹模的形状固定不变,板料架于凹模表面,折弯机滑块带动凸模下行,将板料在凹模内折弯成一定角度。板料折弯的角度取决于凸模进入凹模的深度,因而可以利用一副模具将工件折弯成不同的角度。其优点是机床结构较简单,折弯力较小,缺点是板料厚度不均匀性对折弯角度有影响,回弹较大,且拉延性能不好的板料在折弯区外侧易产生裂纹。
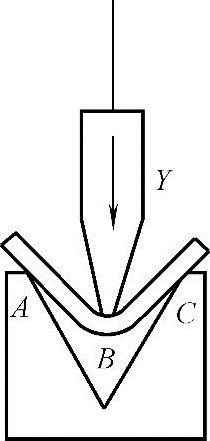
图1-7-2 自由折弯
2.三点弯曲
图1-7-3所示是瑞士汉默勒(Hämmerle)公司首创的一种折弯方式。它的特点是凹模的底板深度H可以精确调节并固定,这样就相当于调整了凸模进入凹模的深度,但调节更容易且更精确。在折弯时,板料与模具接触的三个点b、a、c都在板料的同一侧表面,因此板料的厚度偏差对折弯角度基本上没有影响。此外,凸模顶端和凹模底板都接触板料,改变了板料弯曲区域的应力状态,中性层外侧由自由折弯时的拉应力转变为压应力,不易产生裂纹,且回弹量大大减少,能获得±10′的折弯精度。但是其凸模液压垫和凹模深度调节机构相当复杂。(https://www.daowen.com)
表1-7-1 板料折弯力对照表(自由折弯)(Trumpf)
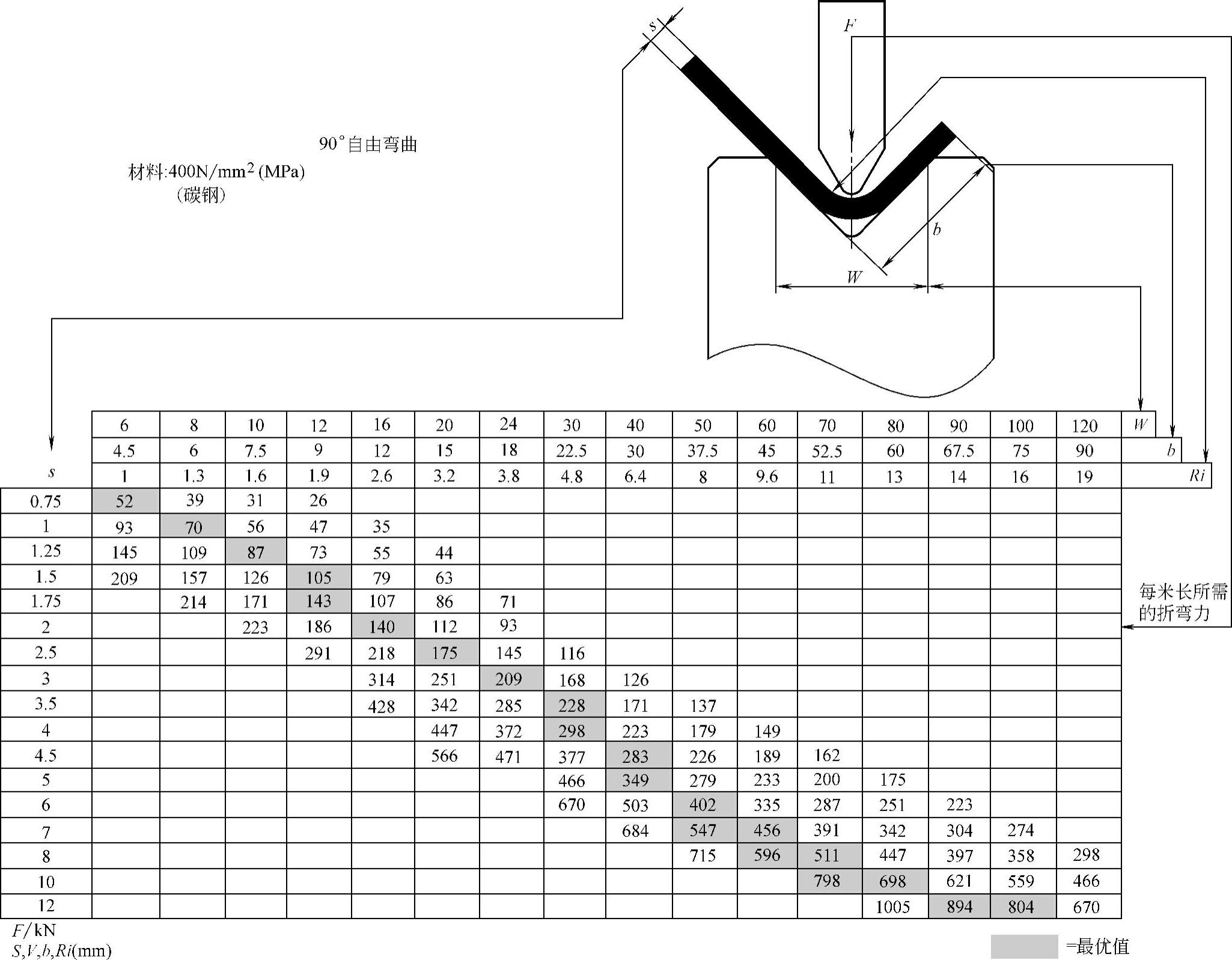
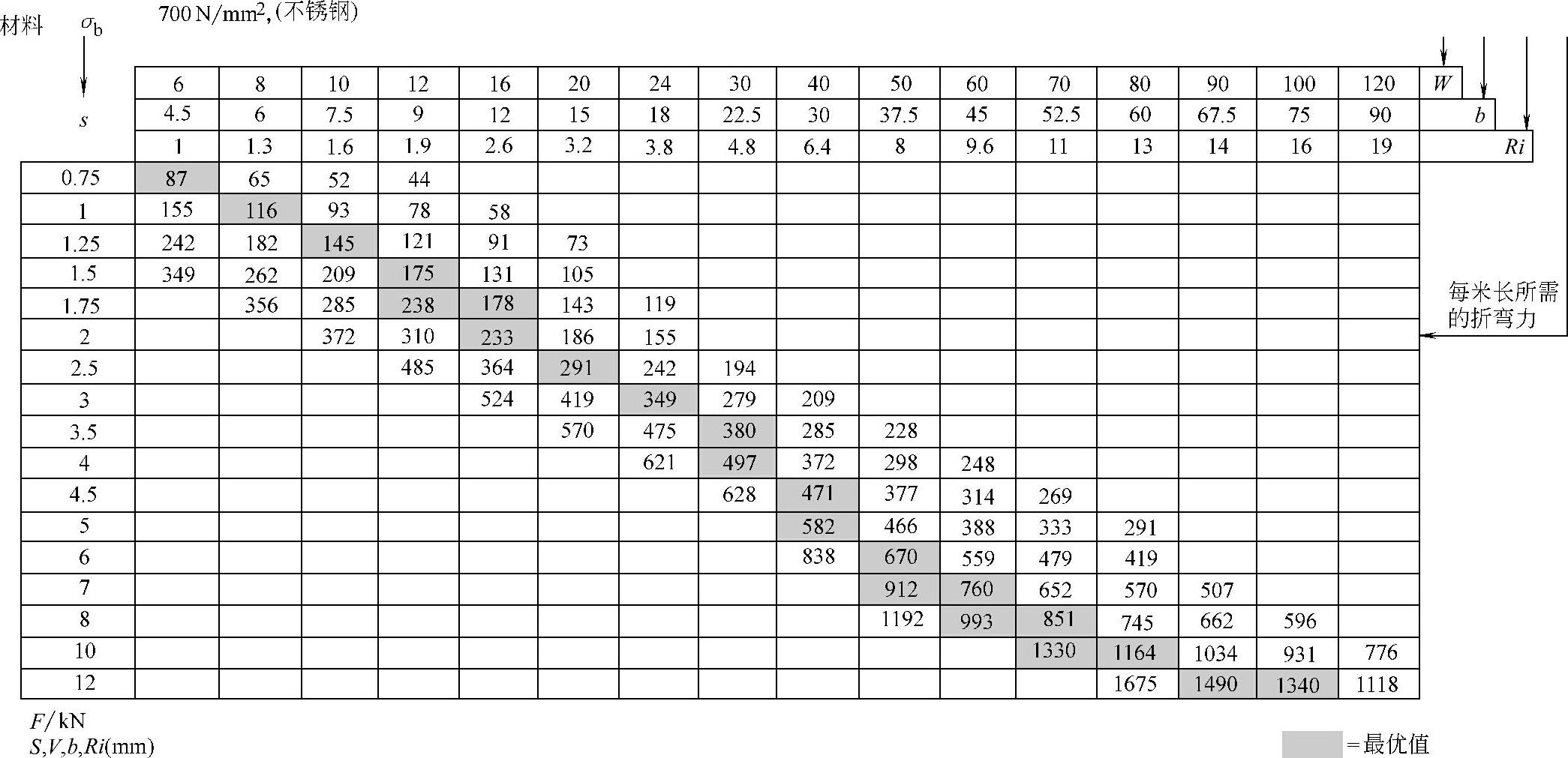
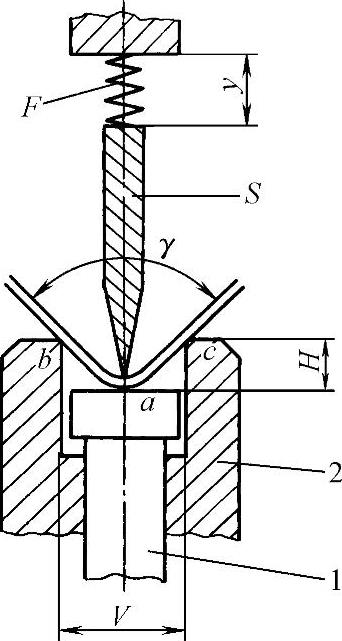
图1-7-3 三点弯曲
1—底板 2—凹模