激光熔覆快速制造系统的组成
激光熔覆快速制造系统通常由计算机、高功率激光器、高精度数控工作台、送粉系统和熔池温度控制和反馈系统组成,图10-7-3所示为其组成系统示意图。
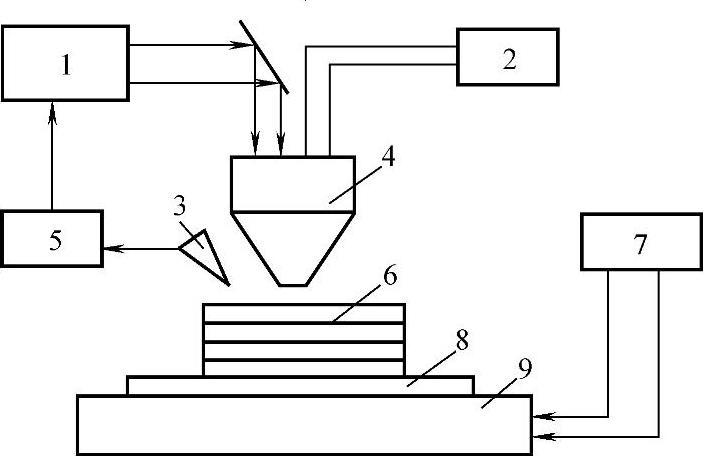
图10-7-3 激光熔覆快速制造系统示意图
1—激光器 2—送粉 3—红外探测器 4—同轴喷嘴 5—反馈 6—金属零件 7—计算机 8—基体 9—工作台
激光熔覆快速制造系统中,计算机用于建立待制作零件的三维CAD模型,将零件的CAD模型转换成STL文件,利用分层切片软件对零件的CAD模型进行切片处理,生成一系列具有一定厚度的薄层,并形成每一薄层的扫描轨迹来控制工作台的运动,每一层的厚度直接影响着待制作零件的精度和制作效率。激光熔覆快速制造系统通常使用高功率的CO2激光器,功率为几千瓦到几十千瓦,激光器输出功率的稳定性对制造零件的尺寸精度有重要的影响。高精度数控工作台是激光熔覆快速制造金属零件的关键,直接影响着所制作零件的精度和零件的复杂程度。要求工作台运动平稳、精度高,多轴联动。与其他快速原型及快速制造技术不同的是,激光熔覆快速制造系统中比较特殊的装置为送粉系统、温度控制和反馈系统。(https://www.daowen.com)
(1)送粉系统 送粉系统是激光熔覆快速制造系统中一个非常重要的组成部分,其性能的好坏决定着成形零件的最终质量。要求送粉系统能够提供均匀稳定的粉末流。在激光熔覆中所用的侧向送粉系统无法满足熔覆层的尺寸和性能各个方向保持一致的要求,一般的送粉器也难以达到送粉量低速均匀性等要求,因此,高质量的送粉系统对成形零件质量的好坏起着重要的影响。
完整的送粉系统包括喷头、送粉器、气体压缩机。气体压缩机的气体携带送粉器的粉末通过输送软管进入喷头,气压可以调节从而调节送粉流量。送粉系统应和数控系统形成闭环控制,这样就能灵活控制送粉。另外,压缩气体也可以直接导入喷头作吹除粉尘、流通冷却和作保护气用。喷头内部应该包括粉末通道、气体通道、激光通道和冷却液通道这样几个部分。
(2)熔池温度控制和反馈系统 在激光熔覆快速制造金属零件过程中,熔池温度会因为工件的形状以及多层熔覆过程中温度累计效应发生变化,而熔池的温度会影响熔池的形状,并最终影响成形零件的尺寸精度以及零件内应力的大小和分布。采用闭环反馈控制系统对熔池内温度实施监控,从而控制激光器的输出功率,确保熔池内温度场的稳定,对于保证制造零件的精度,减少零件内的应力具有重要的作用。