三、卷板机的结构
通常卷板机的组成部分包括:机架、工作辊、主传动、倾倒机构、润滑系统、控制系统及附件等。
机架和底座采用铸造或钢板焊接成形,工作辊采用优质中碳钢、合金结构钢或轧辊钢并调质处理或表面淬火。工作辊两端支承采用自润滑复合材料滑动轴承或滚动轴承。采用滚动轴承可降低摩擦扭矩,提高整机承载能力。在机器的传动侧安装有翘起机构,中、小型卷板机多采用手动的倾倒机构和翘起机构;大型卷板机多采用液压驱动翘起机构(见图5-6-3),机器的出料侧安装有液压驱动滑轨式倾倒机构(见图5-6-4)。图5-6-5所示为碟形弹簧平衡机构。传动侧的翘起机构和卸料侧的轴承倾倒机构用于卸下卷弯成形的筒形工件。倾倒机构能把轴承体倾倒85°~90°,翘起机构可把上工作辊翘起1°~3°。
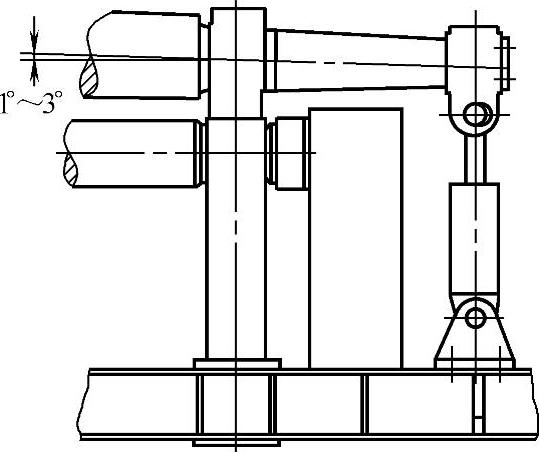
图5-6-3 液压驱动翘起机构
对卷制较宽板的机器,为了提高弯卷工件的精度,扩大最小卷筒直径的范围,设计时以上辊最大受力的约70%的均布载荷预置补偿上辊挠度,从而将辊身制成腰鼓形(见图5-6-6);也有的卷板机上辊两端增加反压力装置,使其预先产生一定的反向挠度,以补偿其在工作负荷下产生的挠度。大型和卷板较宽的卷板机下辊可设一组或多组支承辊,以增加工作辊的刚度。
为了在喂料时使工件的母线与工作辊轴线平行,可在下辊辊身上开对中槽,或增加对料装置。
卷锥形工件用的附件可装在倾倒侧上辊端部,也可装在机架上。由于锥形工件展开是一个扇形,卷弯时将小端靠紧摩擦块或摩擦轮减速,实现线速度大端快、小端慢,即可卷成锥形。
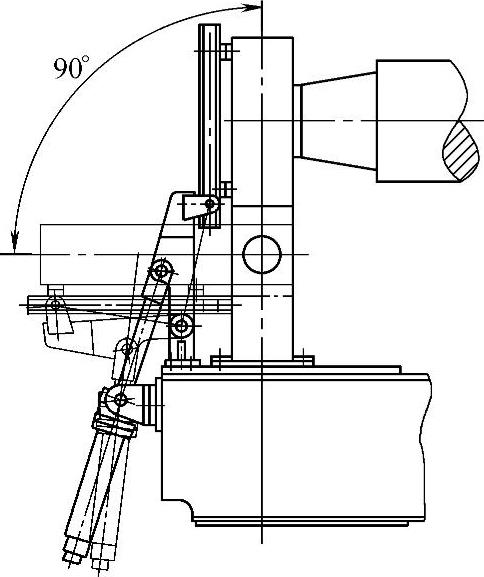
图5-6-4 液压驱动倾倒机构
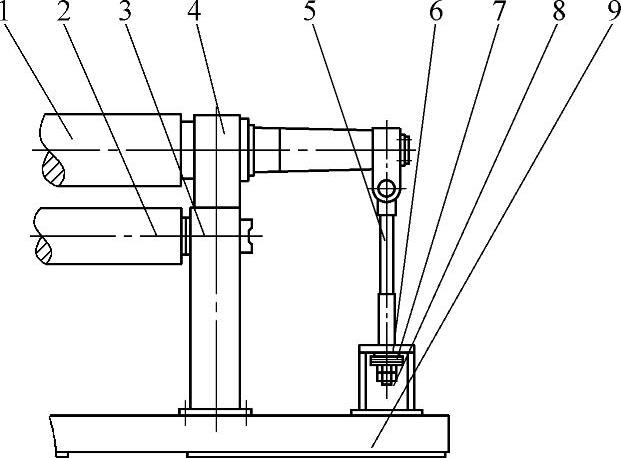
图5-6-5 碟形弹簧平衡机构
1—上辊 2—下辊 3—机架 4—轴承体 5—拉杆 6—支座 7—碟形弹簧 8—调整螺母 9—机座
热卷和温卷可扩大卷板机工作能力。当卷板机有热卷和温卷要求时,一般工作辊材料应选择热轧工作辊用钢,并选用耐热性能好、高温承载能力足够、游隙较大的轴承,轴承等元件应采取隔热措施,密封件耐热性应好,润滑脂的选择应合理。钢板热卷的温度范围一般在850~1050℃,并应避开红脆温度,温卷温度范围一般在400~600℃,并应避开蓝脆温度,低于再结晶温度。
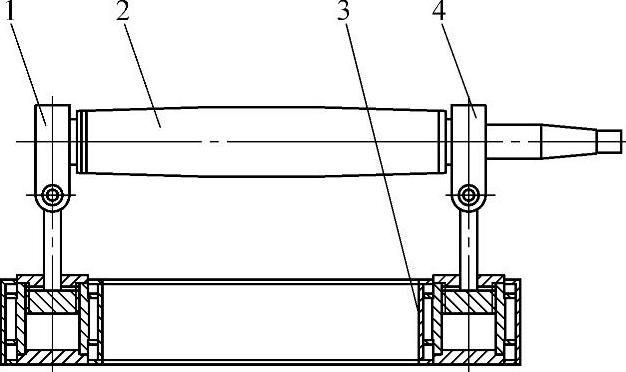
图5-6-6 上辊升降机构
1—倾倒轴承体 2—上辊 3—底座和主液压缸 4—右轴承体
卷板机的控制方式目前主要有强电控制、NC控制、CNC控制。强电控制的其辊子升降、移动一般采用机械传动,操作为手动操作;NC控制的其辊子升降、移动一般采用液压传动,位移量由高精度传感器测量,由PLC控制,自动调平,屏幕显示,调平和定位精度±0.2mm,并能实现简单的数据存储和编辑功能;CNC控制的其辊子升降、移动由液压驱动,位移量由高精度传感器测量,由PLC及工控机控制,由彩色显示器或触摸屏显示。从键盘或触摸屏输入板厚、板宽、卷筒直径、屈服极限、修正系数(与屈服极限等有关)等参数,计算机即可自动计算并优化出卷制次数,每次辊子升降量、位移量,每次升降的理论成形半径和各辊负载。预弯时可输出理论最小剩余直边值,并可在屏幕提示下任意选择弯曲次数和预弯直边长度。卷锥时可输出上辊的倾斜量。操作者可对计算出的工艺参数进行编辑、储存。
(一)对称上调式三辊卷板机
根据卷板时的受力及刚度要求,该类机器上辊直径较粗,下辊直径较细。卷较宽板的机器加有支承辊,以提高下辊的刚度。该类机型两下辊为主驱动辊,上辊为被动辊。配置卷锥装置时,可卷制锥形件。由于该类机结构简单、操作方便,因而,得到广泛使用。
(二)非对称下调式三辊卷板机
该机型的上、下辊直径一般相等,侧辊直径略细。一般为上、下工作辊主动,侧辊被动;也有的下辊、侧辊为主动,上辊为被动。为了实现下辊和侧辊的升降,在机架上分别设置垂直的和倾斜的滑动导向面,结构较复杂。
(三)下调式三辊卷板机
1.水平下调式三辊卷板机
图5-6-7为长治钢铁(集团)锻压机械公司(长治锻压机床厂)设计制造的W11XCNC—300/420×3200水平下调式三辊卷板机。机器为整体卧式结构。轴承体与装于底座中的主液压缸活塞杆连接,安装在左、右大机架内。下辊与水平移动的左右小机架安装在整体底座上。机器的一端安装有倾倒机构,另一端安装有三个工作辊的传动系统和碟形弹簧平衡机构,满足工件的卸取。上辊升降(参见图5-6-6)、下辊水平移动(见图5-6-8)为液压驱动。
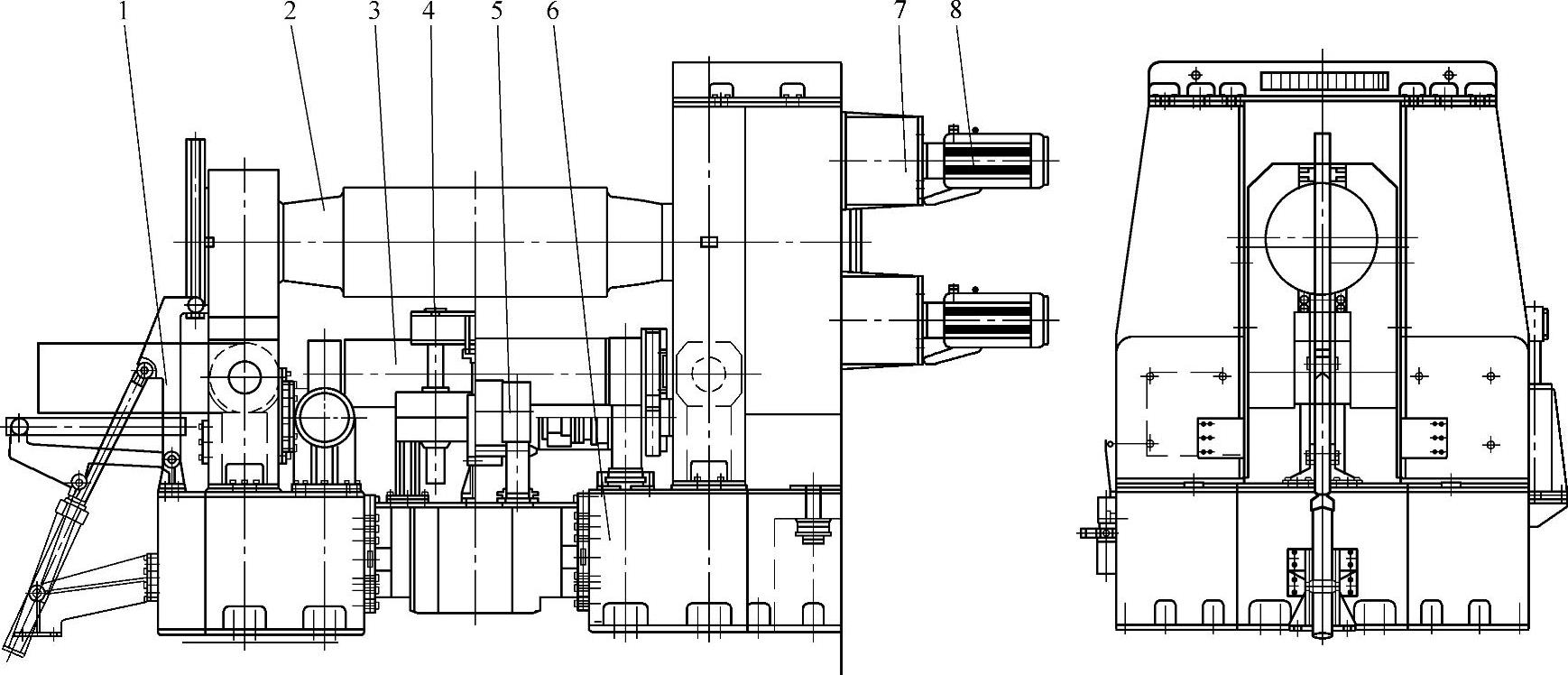
图5-6-7 W11XCNC—300/420×3200水平下调式三辊卷板机
1—倾倒装置 2—上辊部分 3—下辊部分 4—对料装置 5—支承辊部分 6—架体部分 7—行星减速机 8—电动机
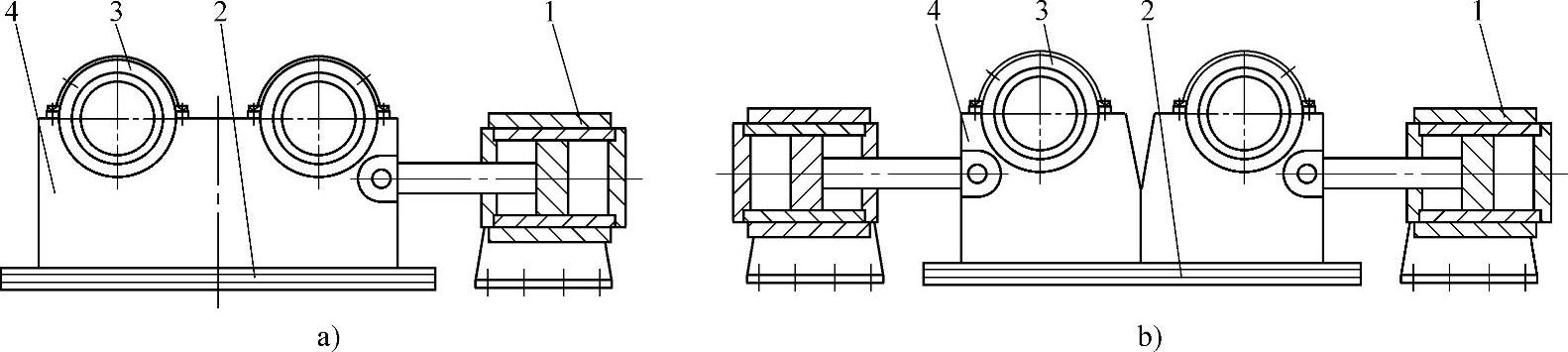
图5-6-8 下辊水平移动机构
a)两下辊单独水平移动机构 b)两下辊同时水平移动机构 1—下辊液压缸 2—T型导辊 3—下辊 4—下辊机架
下辊水平移动有两种形式,一是同时调整式(见图5-6-8b);另一是单独调整式(见图5-6-8a)。前者由于其中心距可调,因此扩大了机器的加工能力范围;后者两下辊安装在同一机架上,卷板时水平分力可相互抵消,受力状况较好。
该机为上下辊三辊全驱动。上辊的回转运动由四台电动机或液压马达通过行星齿轮减速器驱动。该传动系统安装在钢板焊接的箱体内外,并随上辊一起沿着大机架的导向面上、下移动(见图5-6-9)。
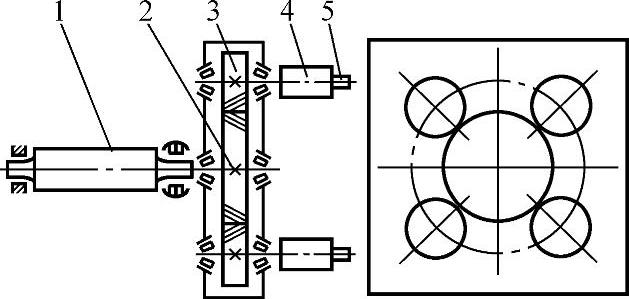
图5-6-9 上辊传动简图
1—上辊 2—大齿轮 3—小齿轮 4—行星减速器 5—电动机(https://www.daowen.com)
下辊的回转运动由液压马达带动行星齿轮减速机(小机型也可直接由低速大扭矩液压马达直接驱动)来实现(见图5-6-10)。该传动系统安装在下辊机架上,并随下辊移动机构水平移动。在上辊和下辊传动系统的高速级均有制动装置。
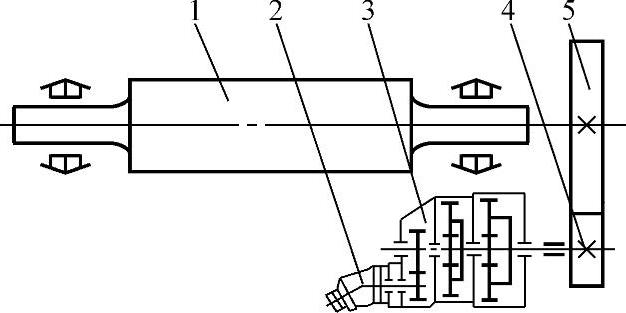
图5-6-10 下辊传动简图
1—下辊 2—马达 3—行星减速器 4—小齿轮 5—大齿轮
三辊全驱动的卷板机在卷薄板、小筒径时不易打滑,因此扩大了机器的卷板范围。
2.弧线下调三辊卷板机
主驱动系统由电动机或液压马达通过多级齿轮带动两下辊旋转,由链传动带动上辊旋转。为匹配上、下辊在卷弯工件过程中的线速度,在链传动机构中设置安全离合器装置。为了实现预弯板材时的准确定位,在传动系统的高速级设置制动装置。另外,还可采用三个工作辊各由一台马达减速机独立驱动的传动方式。由于三个工作辊均为主动辊,避免了卷弯小筒径和卷弯薄板时打滑。
下辊的弧线升降、倾倒轴承的立起与倾倒、对料装置的翻转与复位等由液压泵站供油,通过阀组控制实现。
下辊弧线升降机构见图5-6-11。通过转臂增大了液压缸的力量,与同规格倾斜下调式升降液压缸相比,体积可减小1/4。为了保证机器的精度,要求转臂具有足够的强度和刚度。
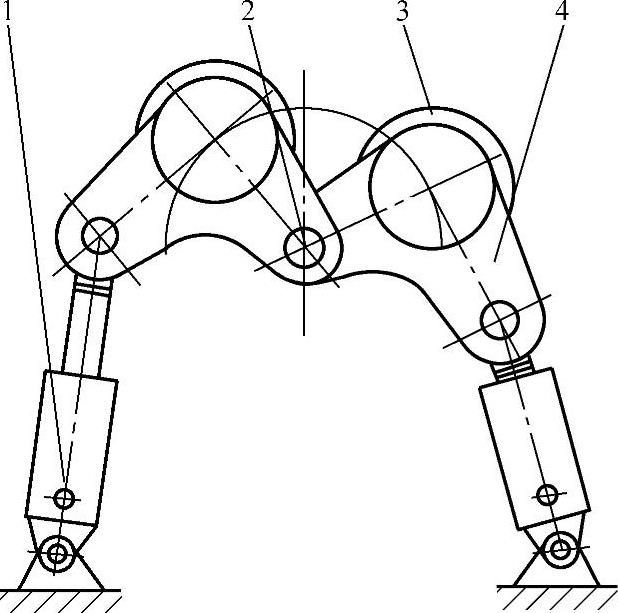
图5-6-11 下辊弧线升降机构
1—油缸 2—中心轴 3—下辊 4—转臂
上辊平衡机构均采用上压式,其作用是保证倾倒侧轴承体倒下后,上辊处于水平状态。该机构由轴瓦、滚动轴承、调整丝杆、锁紧螺钉等组成。在倾倒侧上辊端部装有卷锥形工件用的附件。
(四)四辊卷板机
四辊卷板机的上辊直径较大,下辊直径一般略小于或等于上辊,侧辊较上辊直径小。下辊和侧辊通过两端的轴承体和液压缸连接在一起,安装于两个机架中。在机架中设置有滑动导向槽,由液压缸或机械传动驱动下工作辊和侧工作辊在导向槽中做直线位移。下辊和侧辊轴承座下部采用弧形调心结构,以适应工作辊倾斜升降。主传动一般由电动机或液压马达通过行星减速器或用圆柱齿轮减速器及一级齿轮传动驱动(见图5-6-12)。采用液压马达通过行星减速机驱动时,通常采用行星减速机直联在上辊轴端并带扭力臂的结构形式。
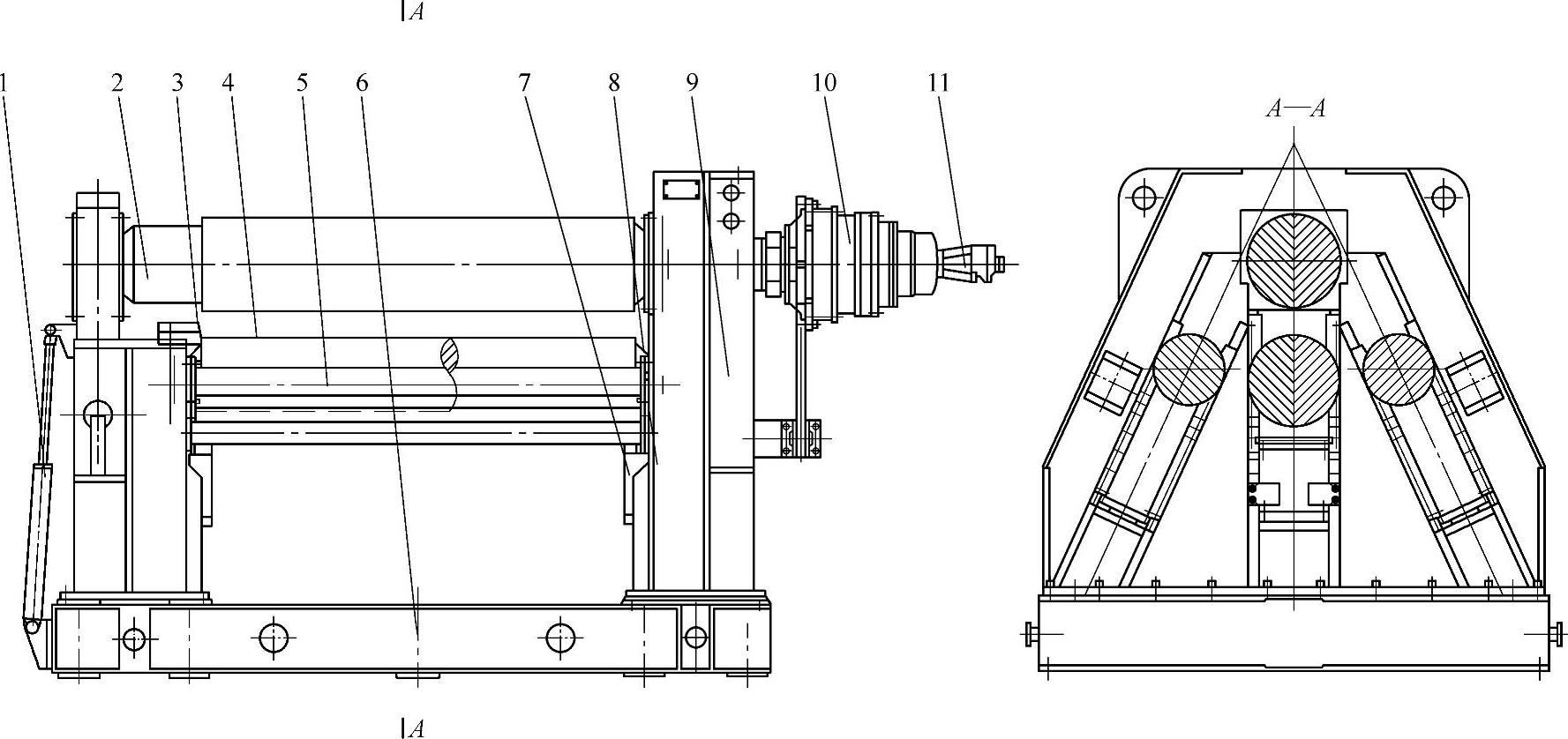
图5-6-12 四辊卷板机
1—倾倒装置 2—上辊 3—卷锥装置 4—下辊 5—侧辊 6—底座 7—下辊液压缸 8—侧辊液压缸 9—机架 10—行星减速机 11—液压马达
机架为一个闭式机架和一个开式机架,采用钢板焊接件。在大型和中型四辊卷板机的下辊中部设置有支承辊装置,以增加预弯板材端部时下辊的支承力及补偿下辊的挠曲变形,支承辊设置在液压缸上,由液压驱动实现支承力的调整。
(五)两辊卷板机
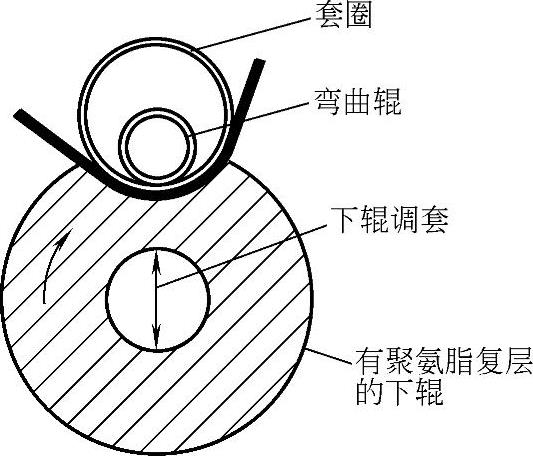
图5-6-13 两辊卷板机工作原理图
图5-6-13所示为两辊卷板机工作原理。卷板时上辊相当于一个旋转冲头,下辊相当于活动阴模。上辊压入下辊的深度,亦即弹性复层的变形量是决定所形成弯曲半径的主要工艺参数。压下量越大,弯曲半径越小,但当压下量达到某一数值后,弯曲半径不再受压下量的影响而趋于稳定。在“稳定范围”内,作用于辊上压力的大小,是确定辊径、计算弯曲力矩和驱动功率的主要依据。弹性辊的复层材料一般系聚氨脂聚合物。
(六)闭式(船用)三辊卷板机
该机由架体(左右机架、底座、连接梁等)、上横梁、上工作辊、上支承辊、下工作辊、下支承辊、上辊升降装置、润滑、液压、电气等部分组成。一般两下辊为主动辊。
1.闭式(船用)对称上调式三辊卷板机
图5-6-14为W11TNC—32×13500闭式(船用)三辊卷板机外形图。该机两下辊由电动机或液压马达通过减速机分别从两端驱动。该机结构简单,操作方便,使用最为广泛。
2.闭式(船用)水平下调式三辊卷板机
闭式(船用)水平下调式三辊卷板机包括两下辊可单独调整(中心距可调)和两下辊同时水平移动(中心距固定)两种结构形式。图5-6-15是长治钢铁(集团)锻压机械制造有限公司(长治锻压机床厂)研制的W11TXNC—22000kN×16000mm一种全新结构的闭式水平下调式卷板机。该机可灵活地用作卷板机卷制、预弯一定范围内的弧形或锥形工件;又可作折弯机,借助折弯模具进行钢板的折弯。机器配置了可调节的液压预弯装置,通过液压缸推动支承辊具有不同斜度的斜铁机构,使上下工作辊预弯而补偿上下横梁的变形。两下工作辊及其支承辊的纵向中心线位置可相对调节,同一个工作辊及相应的支承辊的水平移动通过电动机减速机及螺杆升降机构使其实现同步运动。上工作辊、支承辊及上横梁的垂直及倾斜升降分别由安装在机架上部的一个主液压缸和安装在机架内侧的两个回程液压缸驱动,主液压缸和回程缸均采用柱塞缸结构。机器的两下工作辊为主动辊,分别由独立的液压马达、行星减速器双向驱动。本机为微机控制,可根据卷制或折弯的板厚、板宽、屈服极限、卷制最小半径等工艺参数,设置上辊压下量、上辊压力、下辊水平位置、上下横梁补偿量等参数,并具有编辑、储存等功能。
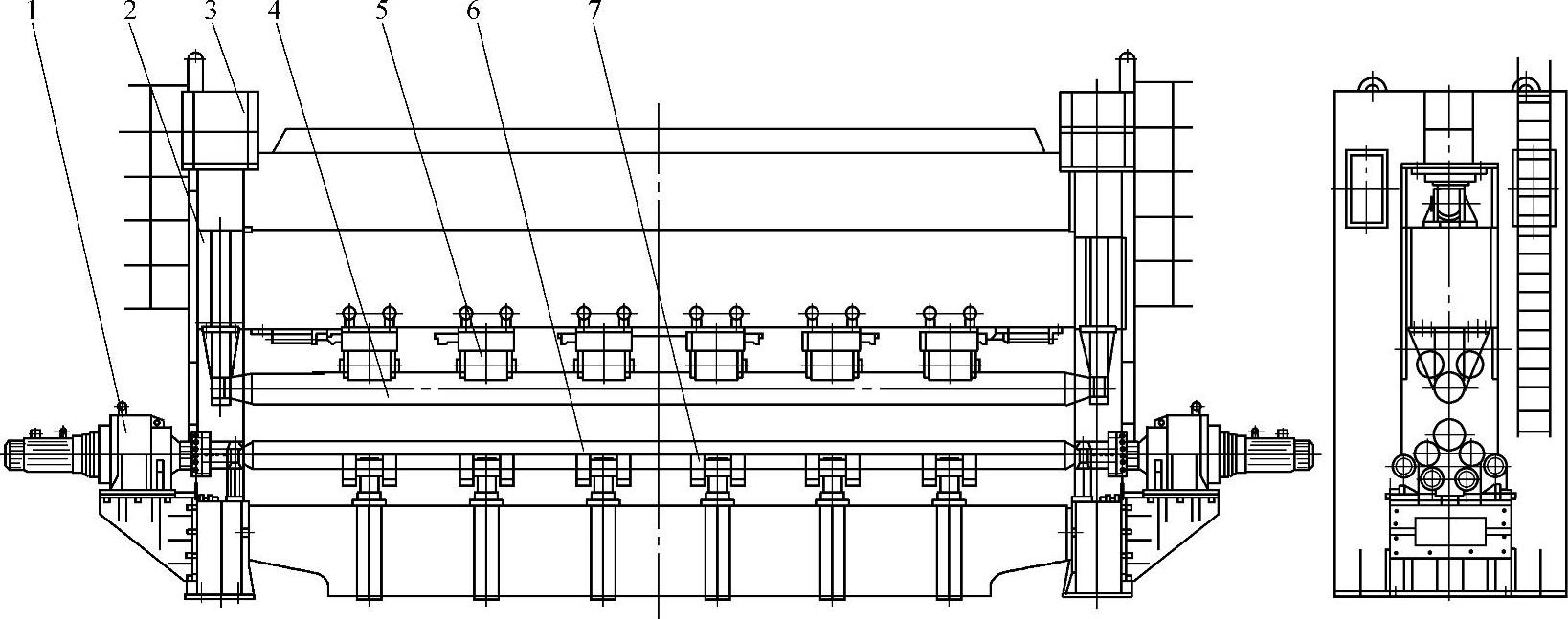
图5-6-14 W11TNC—32×13500闭式(船用)三辊卷板机
1—主传动 2—机架 3—主液压缸 4—上辊 5—上辊支承 6—下辊 7—下辊支承
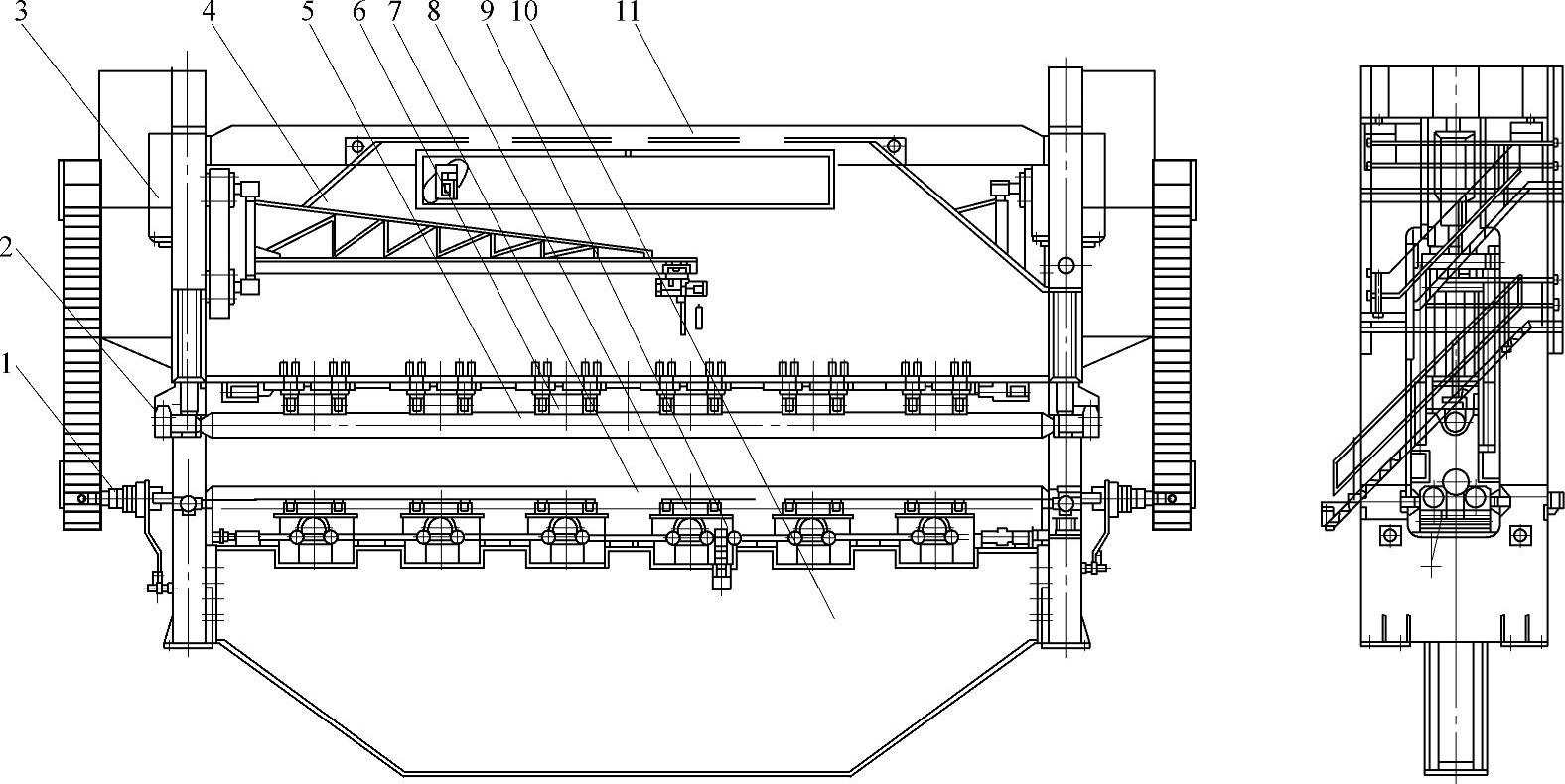
图5-6-15 W11TXNC—22000kN×16000mm闭式(船用)水平下调式三辊卷板机
1—主传动系统 2—机架 3—主液压缸 4—上横梁 5—上工作辊 6—上支承辊 7—下工作辊 8—下支承辊 9—下辊水平移动装置 10—下横梁 11—连接梁