垂直分模平锻机机械手
垂直分模平锻机两工位机械手(见图7-3-59)用于螺栓类锻件的镦头。它由夹持坯料机械手和喂料斗两部分组成。机械手安装在平锻机机身的左侧,而喂料斗则安装在机身的右侧。
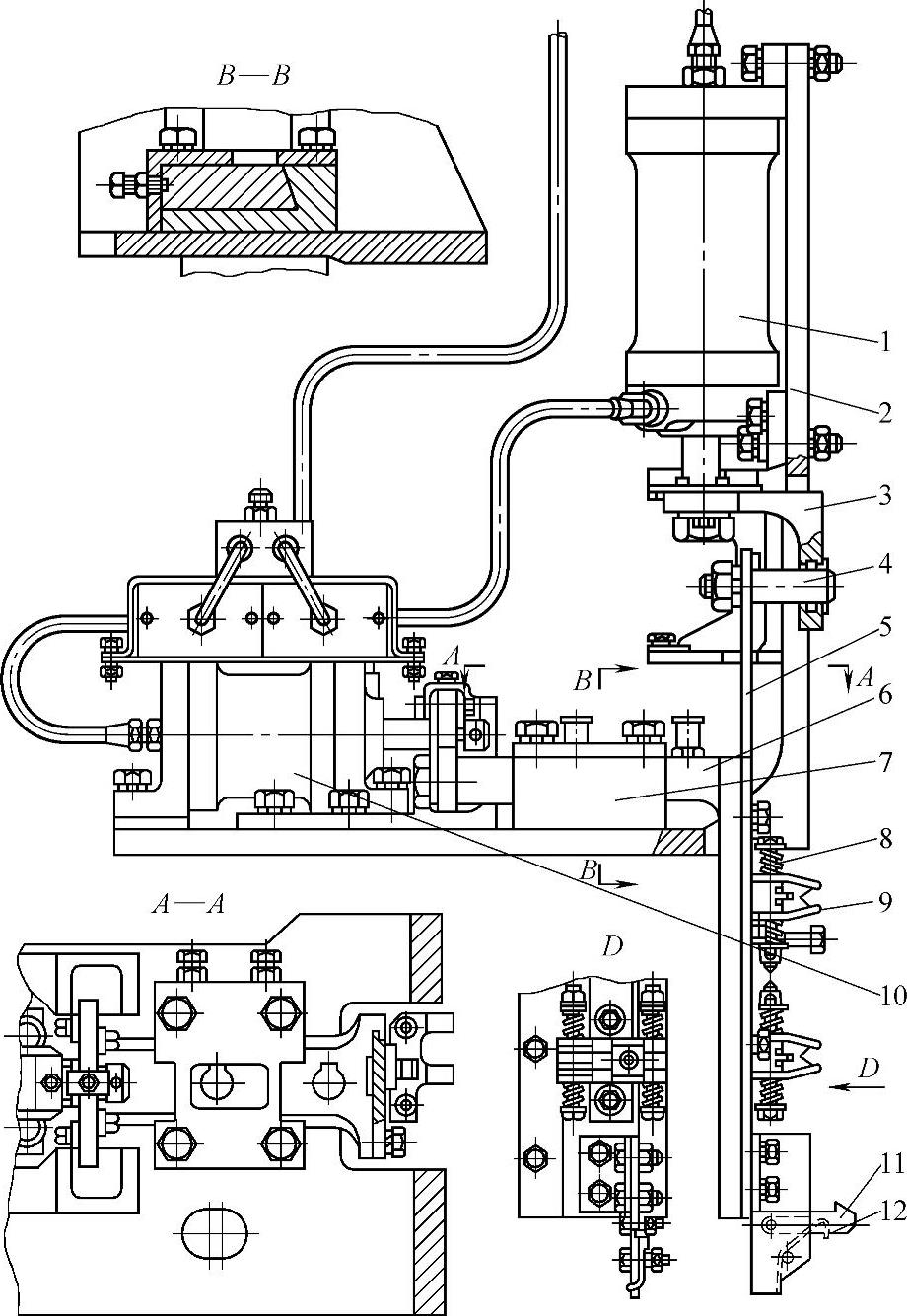
图7-3-59 垂直分模平锻机机械手
1、10—气缸 2—固定板 3—连接板 4—小轴 5—滑板 6—移动导轨 7—固定导轨 8、12—弹簧 9—夹钳 11—卸料钩
该机械手的两副夹钳9装在滑板5上,滑板5在移动导轨6的燕尾槽内作垂直运动,而移动导轨6又能在固定导轨7的燕尾槽中作水平运动。气缸1、10均用螺栓安装在固定板2上,两气缸轴线互相垂直,气缸1的活塞杆通过连接板3和小轴4推动滑板5和夹钳9作上升或下降运动,而小轴4的螺纹端用螺帽拧紧在滑板5上,气缸10则推动移动导轨6,滑板5和夹钳9作水平运动。
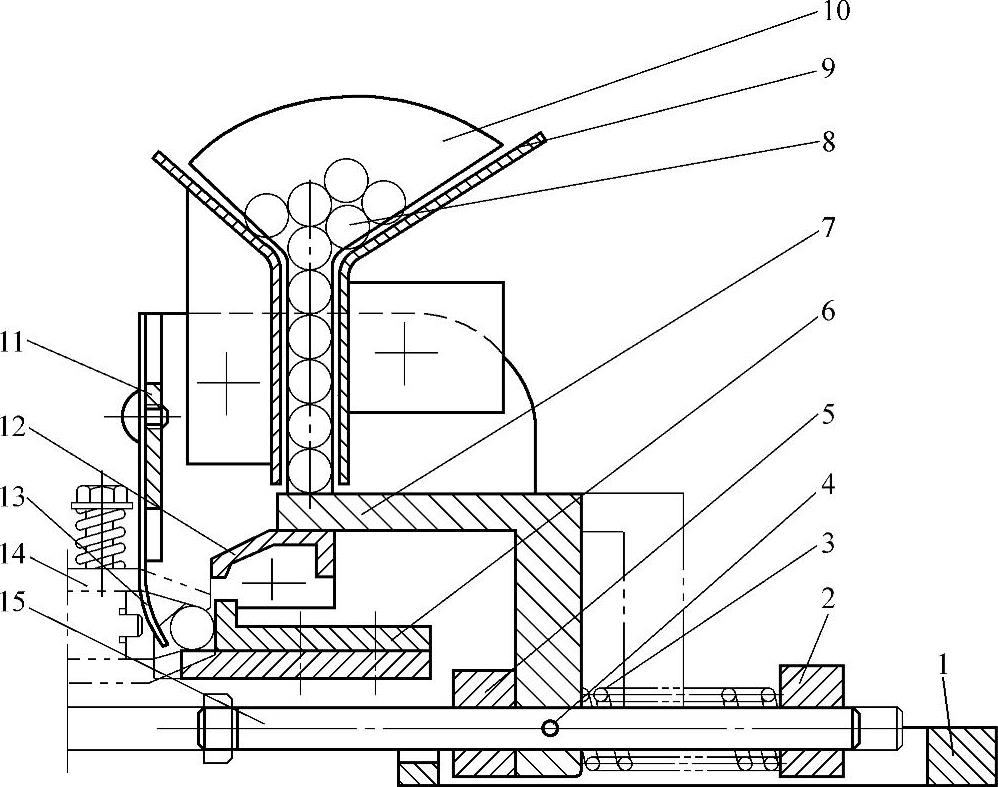
喂料斗(见图7-3-60)安装在与机械手夹钳对应的右侧机身上。加热好的坯料8在料斗9中按料斗的夹槽顺序排列,料斗下部由推板7托住。推板7用销子4与顶杆15连在一起。顶杆15在支座2、5中滑动。当推板7在顶杆15带动下左右运动时,便推出一根坯料沿底板12滚到托板6上,并由弹簧片13挡住。
 (https://www.daowen.com)
(https://www.daowen.com)
图7-3-60 喂料斗
1—固定板 2、5—支座 3—弹簧 4—销子 6—托板 7—推板 8—坯料 9—料斗 10—挡料板 11—围板 12—底板 13—弹簧片 14—机械手夹钳 15—顶杆
工作时,机械手夹钳14伸向喂料斗碰到坯料,钳爪被迫张开并夹住坯料。夹钳下边的螺栓同时碰压顶杆15,使推板7后退,料斗9中的坯料便自动落下一根。夹钳退出后,推板7在弹簧3的作用下复位。
机械手的动作程序如图7-3-61所示。第一副夹钳首先伸向喂料斗,按取料—返回—下降—送料的程序,夹持一根坯料送到第一工位,由平锻机的凹模夹住,并进行平锻,然后机械手返回—上升到始位。第二副夹钳在上述循环中则把第一工位的坯料送到第二工位进行终锻,锻后由卸料钩11(见图7-3-59)将锻件钩出。卸料钩装在滑板5的下端,弹簧12使卸料钩11始终保持水平,在夹钳9的横向送进和退出时,就能把锻件从模膛中钩出。
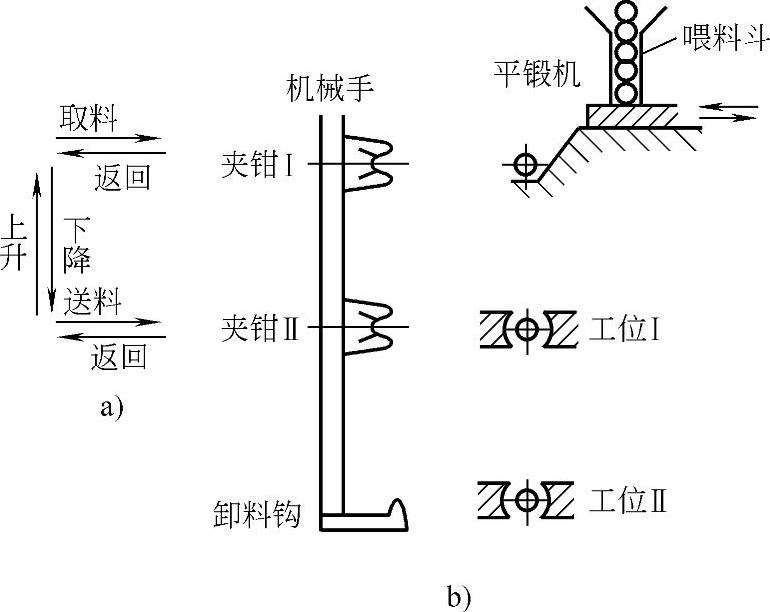
图7-3-61 垂直分模平锻机机械手动作程序
a)动作程序 b)相对位置