锻造工艺过程中的传送装置
在锻造工艺过程中由传送装置将毛坯或半成品传送至工作区,并运输半成品或锻件至料箱。一般可根据锻件的形状与重量、生产批量等进行选取。
1.滑道和单轨
滑道和单轨常用于把坯料从料堆送到加热炉旁,或是把已加热的坯料从加热炉传送到锻压设备上,以及用于锻压设备之间的传送等。
图7-5-3所示为输送滑道。它能将长度与直径之比较小、重量小于15kg的坯料或半成品在短距离之内传送。其坡度范围为1∶2~1∶3。对于球形或圆形锻件可采用较小的坡度(1∶10~1∶15)。
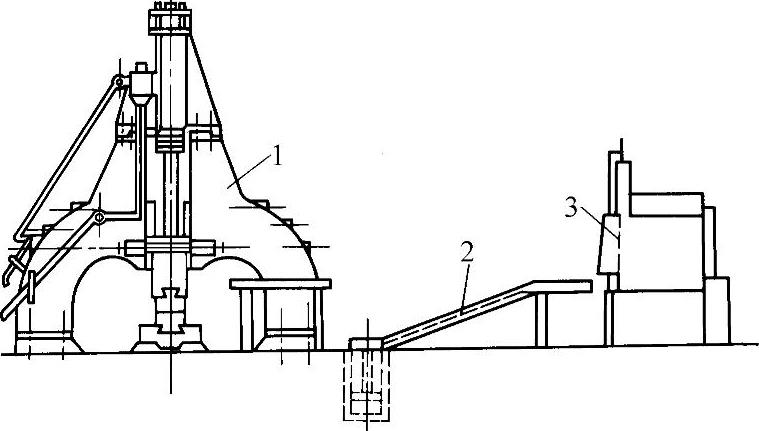
图7-5-3 滑道
1—锻锤 2—滑道 3—加热炉
单轨适于传送长径比较大,重量在15kg以上的坯料或半成品,传送距离可达几十米。为传送方便和灵活,应使单轨具有1∶200~1∶100的坡度。图7-5-4所示为单轨传送装置。单轨上设有滚轮,坯料夹钳悬挂在滚轮的挂钩上。气缸2用以调节夹钳的升降高度。
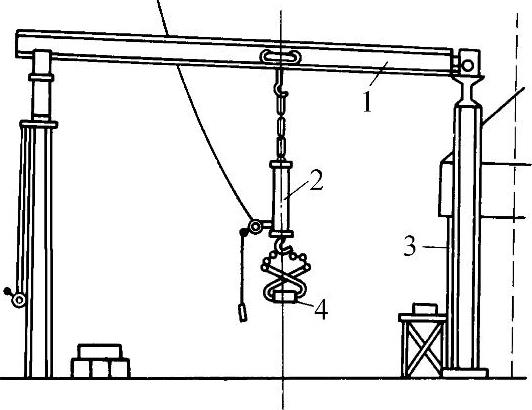
图7-5-4 单轨传送装置
1—单轨 2—气缸 3—加热炉 4—坯料
2.辊道式输送装置
图7-5-5所示为带传动装置的辊道式输送装置。其电动机型号为JO41—4,功率N=1.7kW,可输送直径为200mm、长度为230~1000mm、重量为250kg的坯料。
3.链板式输送装置
图7-5-6所示为链板式输送装置,电动机(型号JO3—100S—4,功率N=2.2kW,转速n=1500r/min)通过蜗轮减速器和链传动,带动主动轮旋转,从动轮起支承链板的作用,并随链板的移动而转动。此类输送距离小于10m,坯料重量不大于15kg,倾斜度不大于20°的场合。
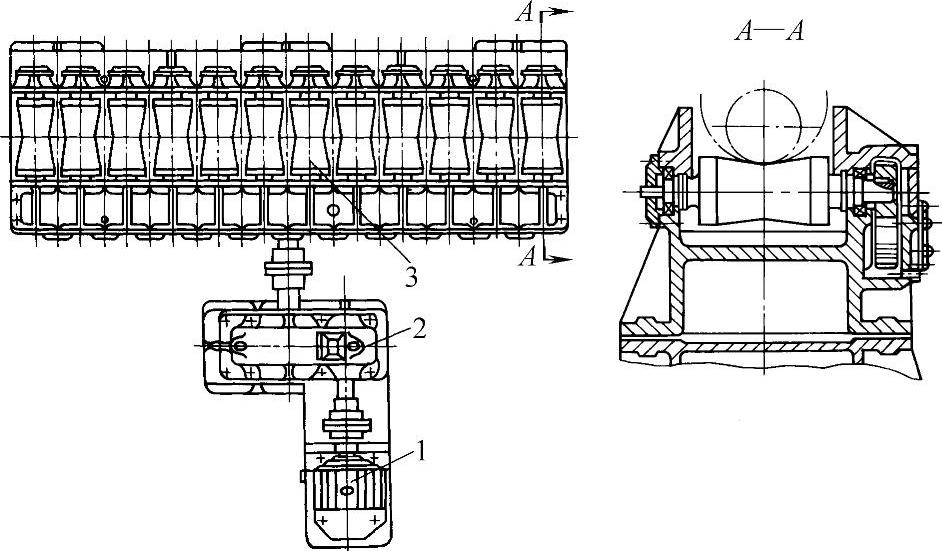
图7-5-5 辊道式输送装置
1—电动机 2—减速器 3—辊道(https://www.daowen.com)
4.带式输送装置
钢带或钢丝带式输送装置如图7-5-7所示,电动机通过传动轮和主动轮,经二级减速,使输送带转动。在从动轮端有调节螺杆,调节主动轮与从动轮间的中心距,使输送带拉紧程度合适。在下支架上安装有两个托轮,使输送带的挠曲不致过大。支架上面安有一定数量的托轮,以承受输送工件的重量。
5.刮板式输送装置
图7-5-8所示为刮板式输送装置。电动机(型号JO2—21—4,功率N=1.1kW,转速n=1410r/min)通过两级三角带减速,速比为i=1∶29.8,带动主传动轮旋转,输送带线速度为v=1.35m/s。此类输送装置比较耐用,噪声小,若适当加大电动机功率,其输送的升角可达45°。另外,在输送带上还固定有数个刮板。这类输送装置的应用范围与链板式输送带相同。
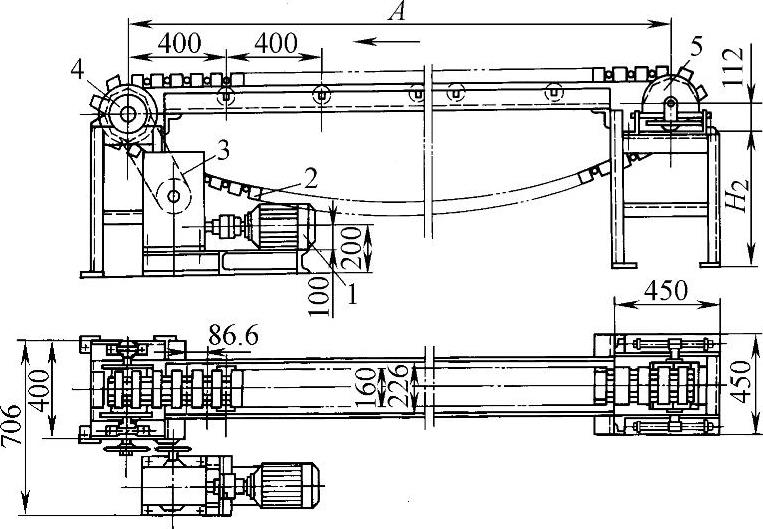
图7-5-6 链板式输送装置
1—电动机 2—链板 3—蜗轮减速器 4—主动轮 5—从动轮
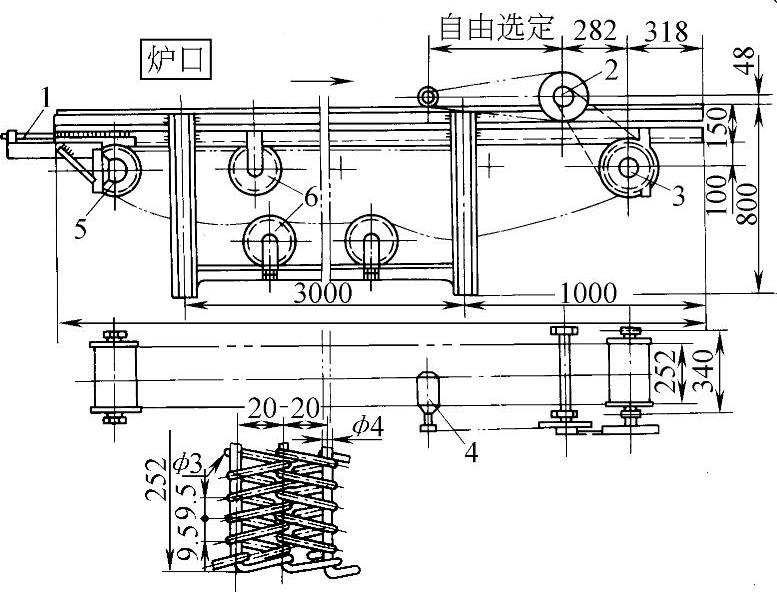
图7-5-7 钢带或钢丝带式输送装置
1—调节螺杆 2—传动轮 3—主动轮 4—电动机 5—从动轮 6—托轮
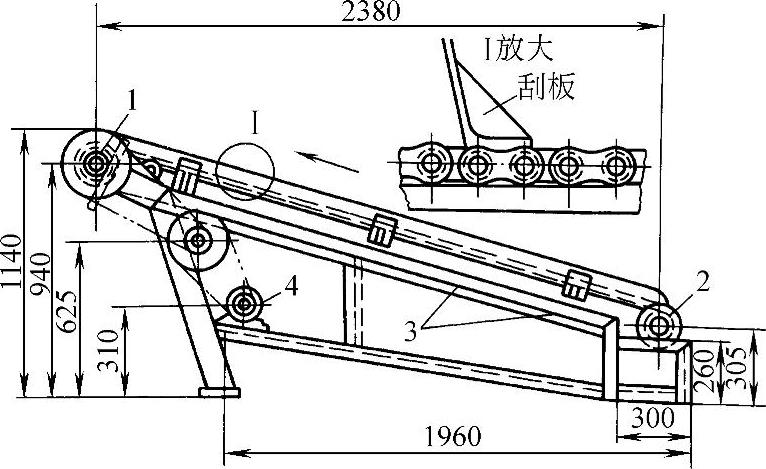
图7-5-8 刮板式输送装置
1—主动轮 2—从动轮 3—刮板 4—电动机
除了上述几种输送装置外,还有悬挂式输送链。悬链用于将坯料从仓库输送到锻压力机组,或从锻压力机组输送到热处理工段或堆放料堆。它既可以作为车间内一个跨度内的传送工具,也可只为某一个锻压力机组服务。
6.工序间运输机
工序间运输机用于坯料在工序间的运输与传递。图7-5-9所示的工序间运输机,采用液压—机械混合传动。这台运输机具有大车行走、台架旋转、大臂升降、钳头摆动、钳口开闭及钳头旋转等六个动作。除了用于工序间运输外,还可配合推钢机作坯料的装出炉工作。
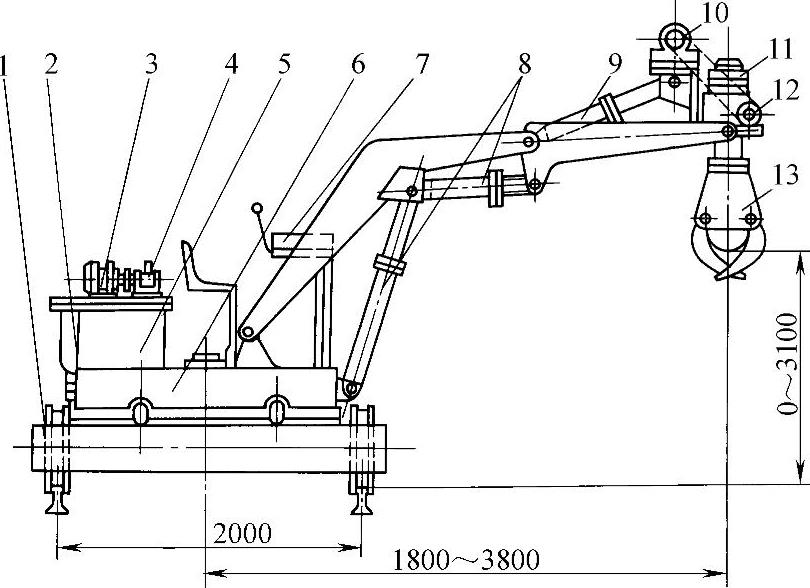
图7-5-9 工序间运输机
1—大车 2—配重 3—油泵电动机 4—液压泵 5—油箱 6—旋转台架 7—换向阀 8—调臂液压缸 9—调真液压缸 10—电动机 11—夹紧缸 12—旋转机构 13—钳头