粉末制品液压机
粉末制品液压机用于多种粉末制品的压制成型,能用于铁基、铜基、钨、钼、钛以及铁氧化磁性材料等金属及其合金的粉末。当配以不同类型的模具及模架,可以完成多种复杂形状的粉末制品的压制成形。
其工艺过程如下,图1-9-11所示为拉下式压制,当下缸活塞及顶杆6升起并支承凹模4不动,上缸活塞带动滑块及上冲头下行并加压,下冲头固定于工作台不动。压制工件时,依靠粉末对凹模的摩擦力克服下缸阻力,带动凹模浮动向下,以达到双向压制的效果。
图1-9-12所示为顶出式压制,凹模2以弹簧支承在工作台上,下缸顶杆5支承着下冲头4,当上工作缸活塞带动滑块及上冲头下行压制时,粉末对凹模壁的摩擦力克服弹簧的支承力,使凹模向下浮动少许,达到双向加压的效果。压制完成后,下缸活塞上行,顶出工件。
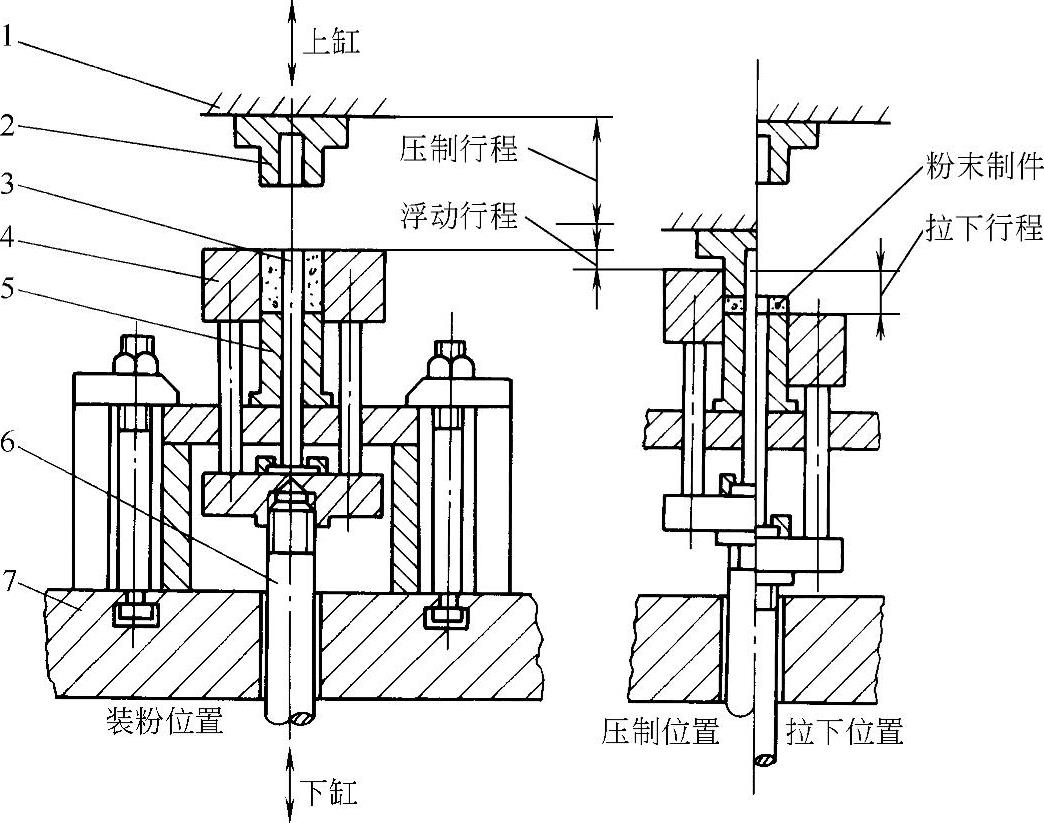
图1-9-11 拉下式压制
1—滑块 2—上冲头 3—芯杆 4—凹模 5—下冲头 6—顶杆 7—工作台
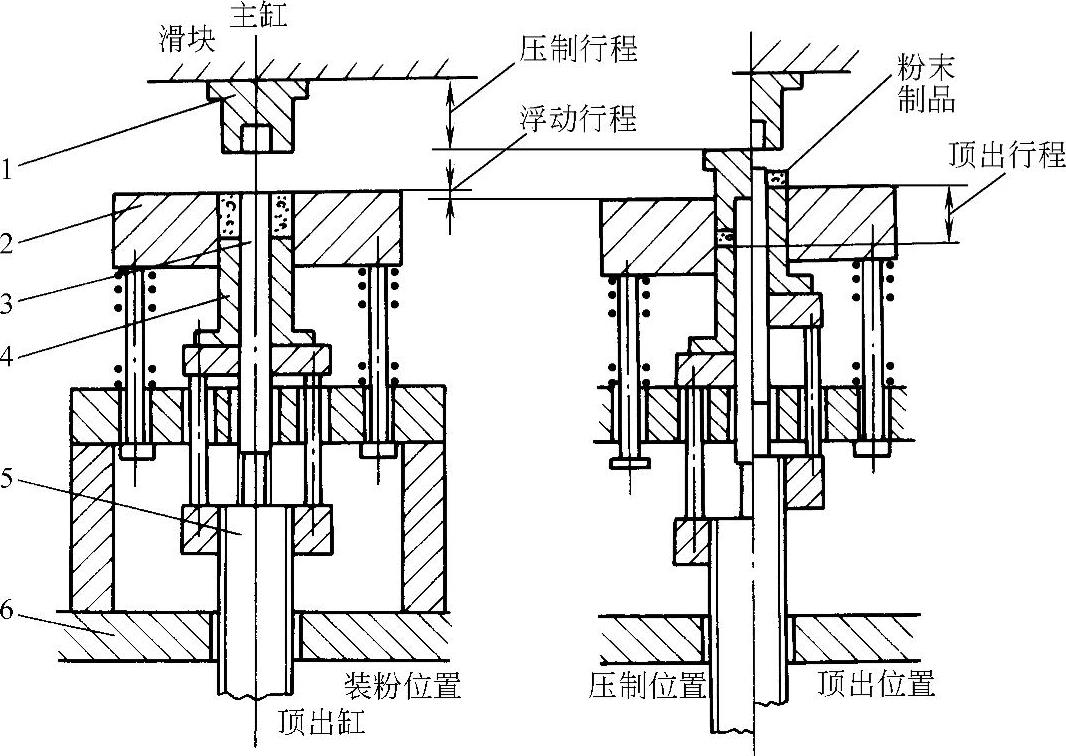
图1-9-12 顶出式压制
1—上冲头 2—凹模 3—芯杆 4—下冲头 5—下缸顶杆 6—工作台
不同形式的模架,采用多个上、下冲模,可以压制出不同形式的复杂形状的工件。图1-9-13所示为多台阶工件的压制过程。
模架是粉末成形时所用工具的总称,它由模具、模具支座及其他附件组成。图1-9-14所示为一个标准模架的结构简图,在加压成形完成后,上工作缸活塞带动活动横梁及上冲头回升,下缸活塞下降一段距离,由于阴模台板27是用四根螺杆13与轭形板16连接起来,而轭形板16则连接于下缸活塞上,因此下缸活塞下降时,带动阴模台板27及其上的楔形块6一起下降,楔形块将滚轮9(两侧均有)向左右推开,使滑动块8从第一下冲头支座23和与之连接的第一下冲头26下移开,使阴模下降到压制完的工件可以自由脱出。之后,使第一下冲头下降,取走工件(脱模位置)。然后,下缸活塞上升,通过提升杆17将第一下冲头26顶上去,滑动块8借助于弹簧,被拉回到原来位置,从而又回到初始的装粉位置。
装粉时,用装粉调节螺母18调节第一下冲头26的高度位置,以调整装粉高度。而第二下冲头22的高度也是可以调整的。
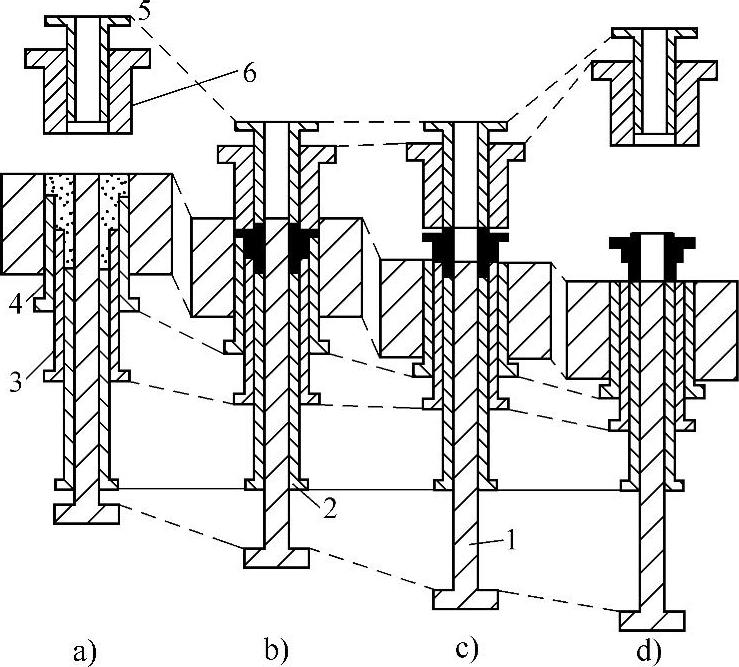
图1-9-13 多台阶工件的压制过程
a)装粉位置 b)压制位置 c)部分脱出 d)工件最后脱出 1—芯棒 2—固定下冲头 3—辅助下冲头 4—下冲头 5—辅助上冲头 6—上冲头
装粉完毕后,上缸活塞带动上冲头下行,上冲头31凭借两根导柱2准确地进入阴模28,开始压制。压缩到一定程度后,粉料的摩擦力带动阴模浮动下降,阴模台板27随之下降,与阴模台板27连结的轭形板16也随之下降,通过弹簧支承在轭形板上的提升杆17也下降,所以外侧的第一下冲头26也和阴模台板一起下降。当第一下冲头支座23一触及滑动块8,恰好到达预定的与第二下冲头22的相对位置时,上冲头31进行最终压制成形。
供粉系统是粉末制品液压机中必不可少的装置,它将一定重量或容积的原料粉末装于阴模型腔中。供粉系统一般包括储存原料粉末的料仓、输送粉末的软管系统、装粉靴及相关的驱动与振动装置等,如图1-9-15所示。装粉时应尽量不将空气带入,装粉时装粉靴应摇动以使装粉均匀,对于流动性差的粉末,可在装粉靴中装一振动装置,以使粉末均匀地流动。
粉末制品液压机本体结构类似于一般常见的液压机,有三梁四柱式及框架式。但对滑块及上冲头的定位精度要求较高,因为直接影响粉末制品的尺寸精度与密实度。现在一般采取光栅及比例阀来闭环控制。
粉末制品液压机的液压控制系统如图1-9-16所示。
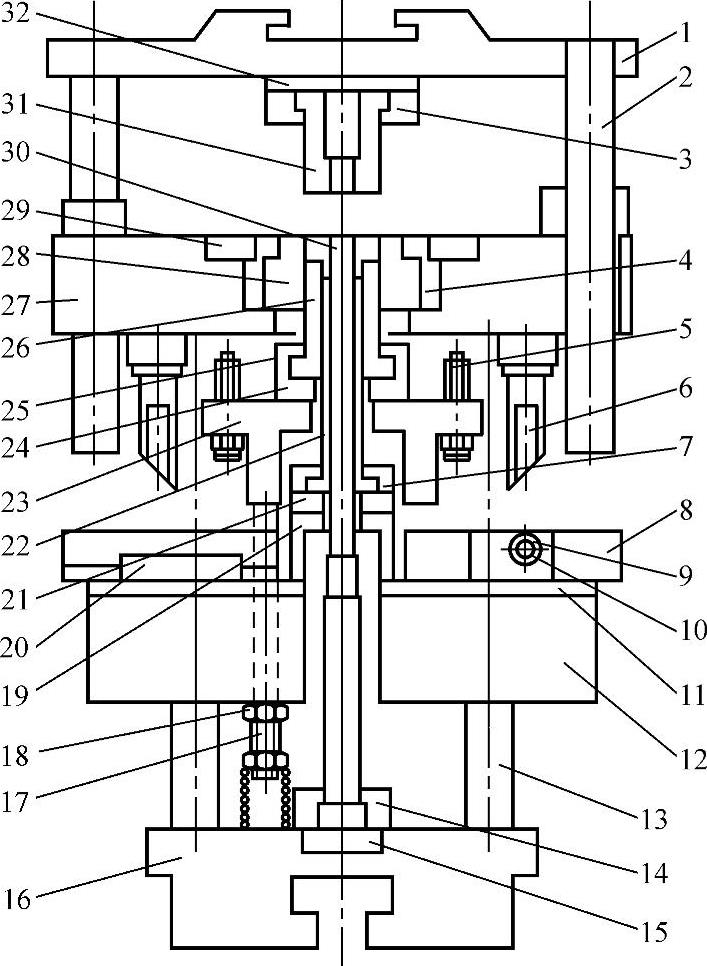
图1-9-14 标准模架简图
1—上模板 2—导柱 3—上冲头压板 4—阴模座 5—拔出调整螺栓 6—楔形块 7—第二下冲头压板 8—滑动块 9—滚轮 10—滚轮销 11—耐磨板 12—底板 13—螺杆 14—芯棒压板 15—芯棒底板 16—轭形板 17—提升杆 18—装粉调节螺母 19—第二下冲头支座 20—导向体 21—第二下冲头托板 22—第二下冲头 23—第一下冲头支座 24—第一下冲头托板 25—第一下冲头压板 26—第一下冲头 27—阴模台板 28—阴模 29—阴模压板 30—芯棒 31—上冲头 32—上冲头底板
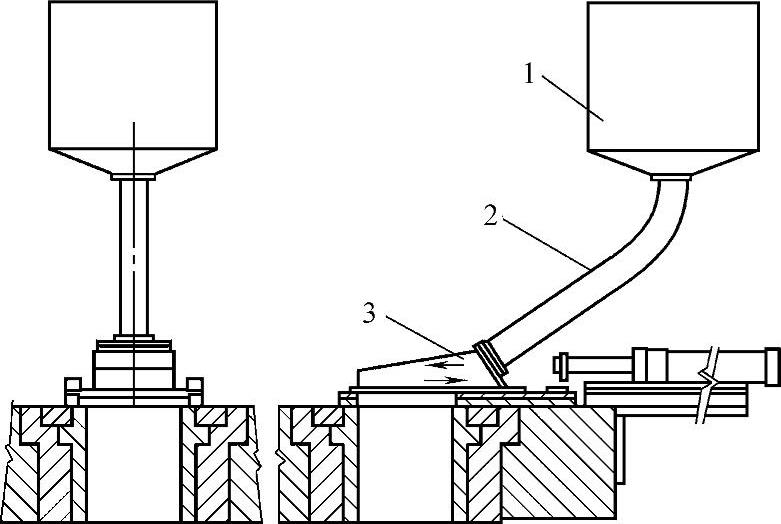
图1-9-15 供粉系统
1—粉末料仓 2—供粉软管 3—装粉靴
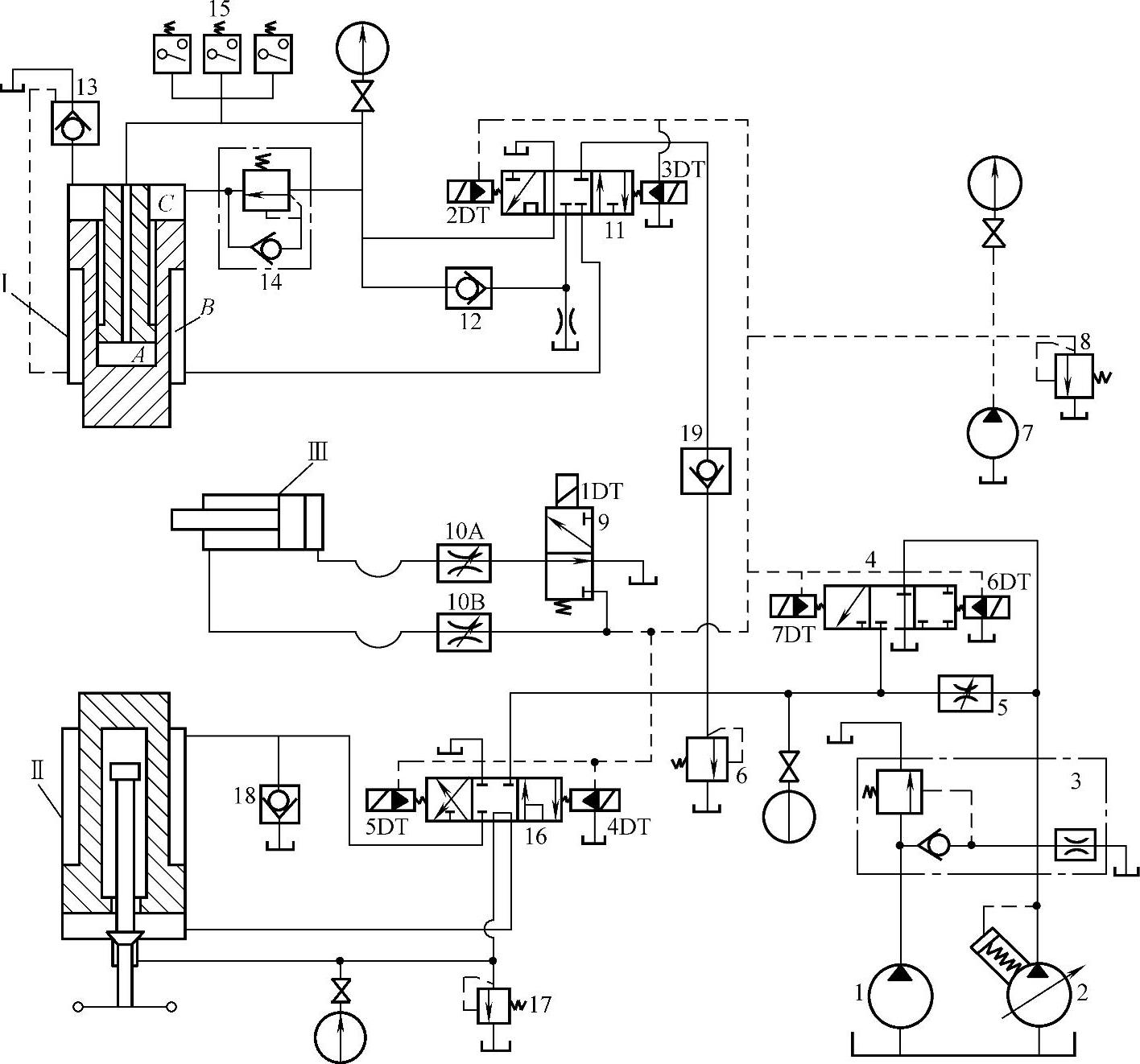
图1-9-16 粉末制品液压机液压控制系统
1—低压泵 2—高压泵 3—卸荷调速阀 4、11、16—电液换向阀 5、10—节流阀 6、17—溢流阀 7—辅助液压泵 8—安全溢流阀 9—电磁换向阀 12—单向阀 13、18、19—充液阀 14—单向顺序阀 15—压力继电器 Ⅰ—上缸 Ⅱ—下缸 Ⅲ—送料液压缸
该系统采用低压大流量泵1和高压小流量泵2双泵供油,控制用油源由单独的辅助油泵7供给。不工作时,两泵经阀4卸荷。快速空程下行时,系统低压供油,电磁铁2DT及7DT通电,相关的电磁阀换向,高、低压泵输出的油液经阀4和阀11进入到上缸Ⅰ的小腔,实现低压快速下行。上缸Ⅰ采用增速缸结构,上活塞下行时,上缸下腔排出的油流经阀11后,一小部分流经管道节流阻尼而排入油箱,大部分油流经单向阀12进入Ⅰ的上腔,构成部分差动回路,提高了空程下行速度,同时充液阀13开启,对上缸C腔进行充液。
当上冲头接近粉末时,必须减速,以免粉末飞扬。此时靠无触点行程开关发讯,使6DT通电,泵1卸荷,上缸活塞下行速度减慢。
在压制工作行程时,阀4换至右位,泵2输出的压力油经节流阀5进入系统,油压升高,顶开低压泵1的卸荷阀,使低压泵卸荷。系统内工作压力逐渐升高,当超过单向顺序阀14的调定压力后,使充液阀13关闭,变为全压慢速压制。由于高压泵是压力补偿轴向柱塞泵,因此压制速度随压制力的增加而逐渐降低,还可通过卸荷调速阀3内的节流阀进行调速。
当制件需要保压时,可采取开泵保压的方法,此时需将溢流阀6准确地调整在保压压力上,通过溢流阀6的稳压溢流实现保压。
3DT通电时,相应的电磁阀换向,上缸活塞回程。
下缸Ⅱ的活塞运动如下,当电磁阀16处于中位时,活塞可向下浮动,即在压制工件时,凹模壁由于粉末的摩擦力被带动向下浮动,浮动压力由溢流阀17调节,下缸Ⅱ的上腔则通过充液阀18从油箱吸油。当4DT通电时,下缸活塞上升;当5DT通电时,实现凹模的强制拉下动作。
下缸的活塞内装有控制活塞最高位置的限程机构,当下缸活塞上升到上部规定位置时,碰到限位螺母并带着缸底的限位阀提起,打开阀孔,使下缸下腔的油经阀孔排回油箱,下缸活塞停止于规定位置。下方的手轮可调整下缸活塞的行程位置。
在压制过程中,粉末需要排气时,可采用二次加压的方法。
图1-9-16中的三个继电器15,分别用于保压,强制拉下和二次加压时的信号转换。(https://www.daowen.com)
送料器的动作由送料液压缸Ⅲ执行,通过电磁阀9和无触点开关,可实现送料器的振动,使粉末均匀装入模腔。液压缸Ⅲ的运动速度由节流阀10来调节。
辅助液压泵7除供给控制用油外,还用以推动送料液压缸。
国内外生产粉末制品液压机的厂家很多,现介绍其中的一些。
瑞士奥斯瓦尔德(Osterwalder)公司是一家有一百多年历史的家族公司,它生产的粉末制品液压机有三个系列,即:CA—NC11系列(从120kN至1200kN);UPP系列(从1400kN到8000kN);KPP系列(从630kN到4500kN)。
这三个系列均使用统一的标准控制系统,多层模架也可在三个系列间通用。
CA—NC系列为全自动数控液压粉末压力机,除了可以有重力添粉、吸入式添粉、摆动添粉等多种添粉模式外,尚有仿形添粉,通过添粉靴与阴模板在添粉靴添粉回撤的同时垂直方向联动,来获得制品前、后部位均匀的粉末密度。液压机可配置SPC统计过程控制(Statistic Process Control),它包含以下SPC质量控制:根据设定压制力压制,监测位置参数;根据设定位置压制,监测压制力;根据设定位置压制,监测重量。
CA—NC系列液压机可以配置附加压制轴,用于多台阶制品的压制,有液压机机身拉伸的自动补偿,这对生产硬质合金刀具非常重要。同一台液压机既可以采用下拉式脱模,也可以采用顶出式脱模。
定位精度±4μm,重复精度±2.5μm。
表1-9-9为CA—NC11系列的主要技术参数。
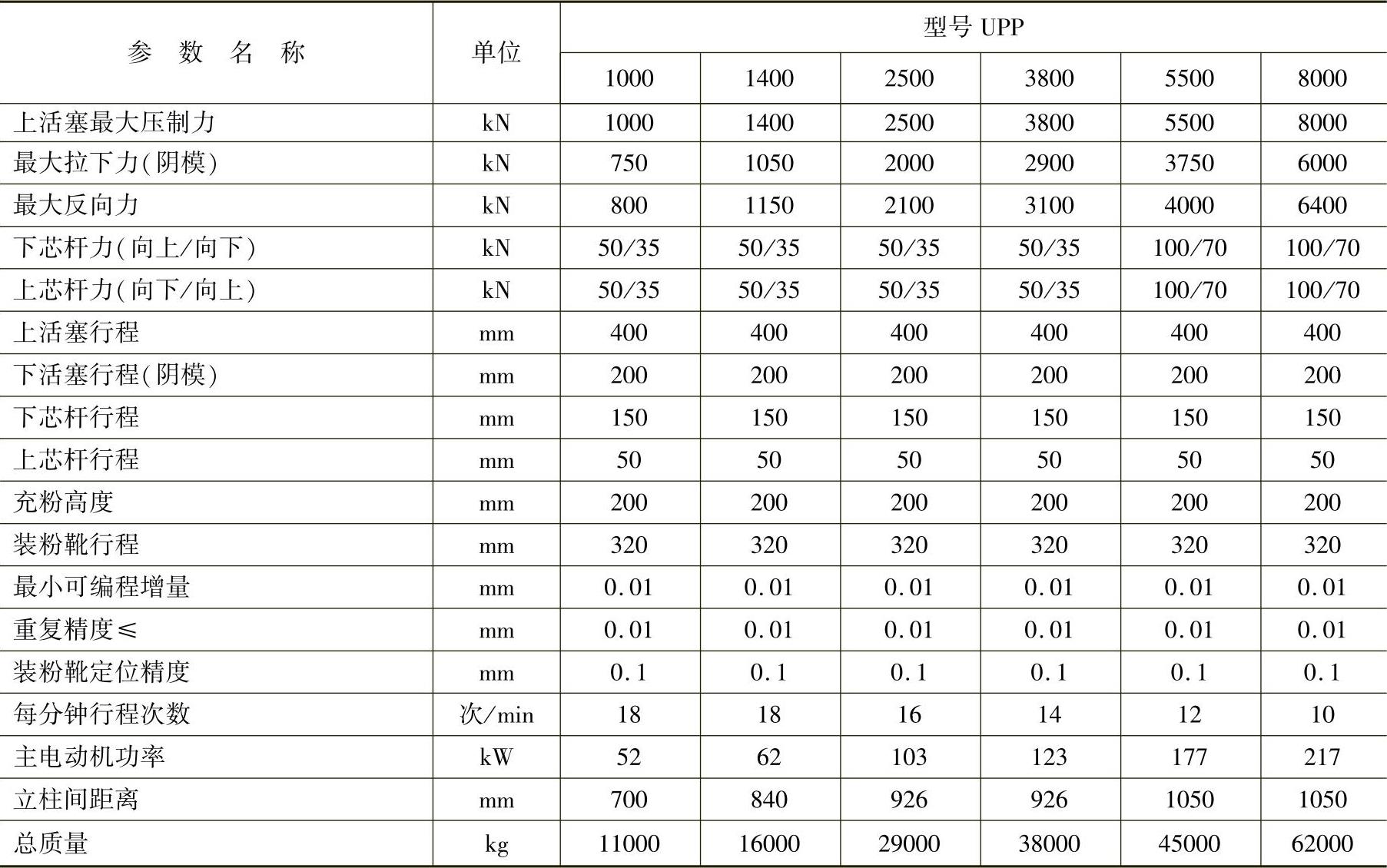
UPP系列全自动CNC数控粉末制品液压机的主要技术参数见表1-9-10。
奥斯瓦尔德公司推出的新一代KPP系列机械——液压混合式数控粉末制品压力机,它结合了机械压力机和数控液压机的优点,即上冲头采用机械驱动,而阴模和附加的分冲头则由液压驱动。由于机械压力机是连续动作的,而液压驱动的活塞直线运动则必须在行程终点位置先停止,然后再反向加速,因此,如果在压制较简单的制品,而添粉工序又不延长整个压制周期时,则机械压力机的生产率要高于液压机。但是,在压制复杂制品和添粉工序较费时的情况下,机械压力机会因某个工序的耗时而延长整个压制周期,即必需按照比例来增加压制周期时间。相反,在液压机的压制周期内,某段工序可以自由改变或延长,而不需按照一定比例延长其他工序段的时间。
表1-9-9 CA—NC11系列全自动数控粉末制品液压机技术参数(Osterwalder)
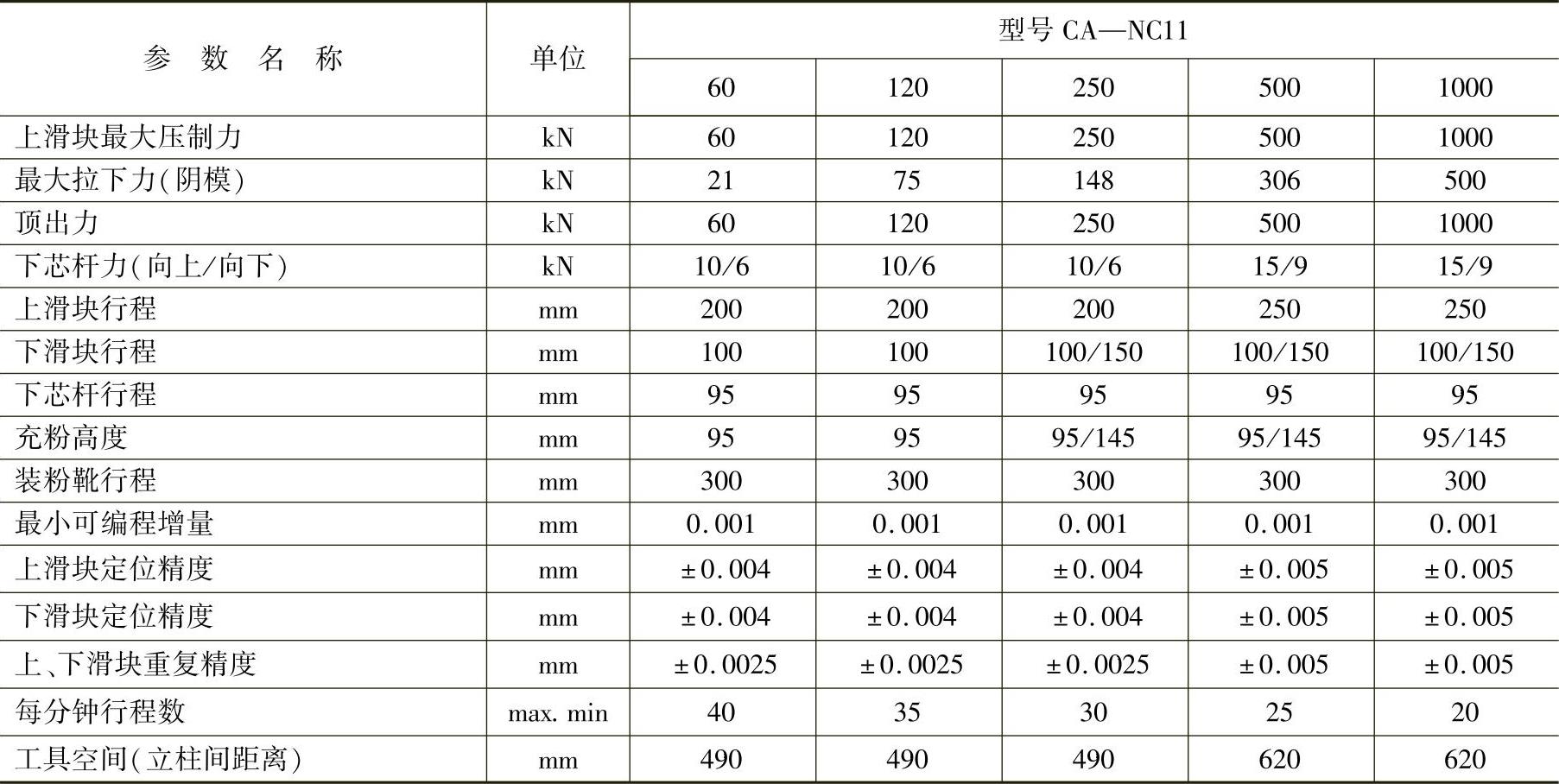
表1-9-10 UPP系列全自动数控粉末制品液压机主要技术参数(Osterwalder)
在KPP系列中,上冲头采取机械传动,由蜗轮蜗杆通过一个双偏心轴进行正弦运动,从而取得最佳生产速度和能耗效率。下冲头(阴模)、添粉靴和其他附加上、下分冲头则为液压驱动,可以开环控制或闭环控制,可以像数控液压机一样自由编程,增加了设备的柔性。
图1-9-17表示了KPP系列压力机的标准工序图,上冲头为机械传动的正弦运动,而阴模和添粉靴为液压驱动。
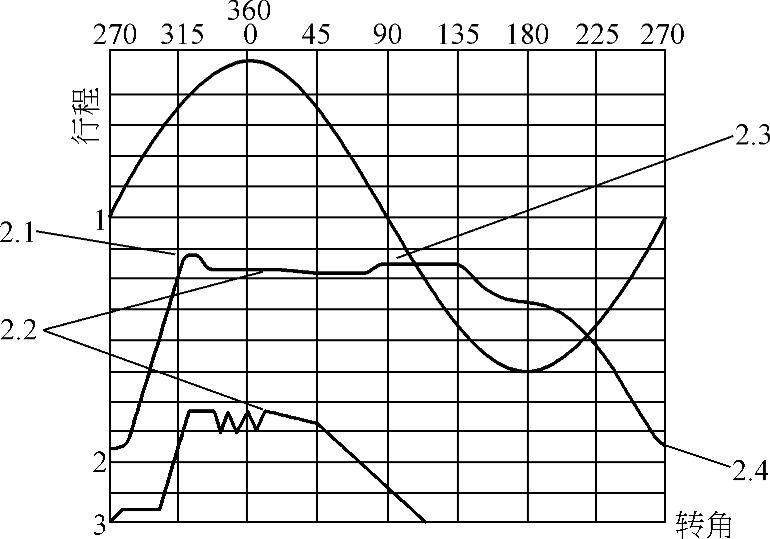
图1-9-17 机械—液压复合式压力机的工序图
1—上冲头动作 2—阴模动作 3—添粉靴动作 2.1—过量添粉位置 2.2—仿形添粉 2.3—欠量添粉位置 2.4—下拉
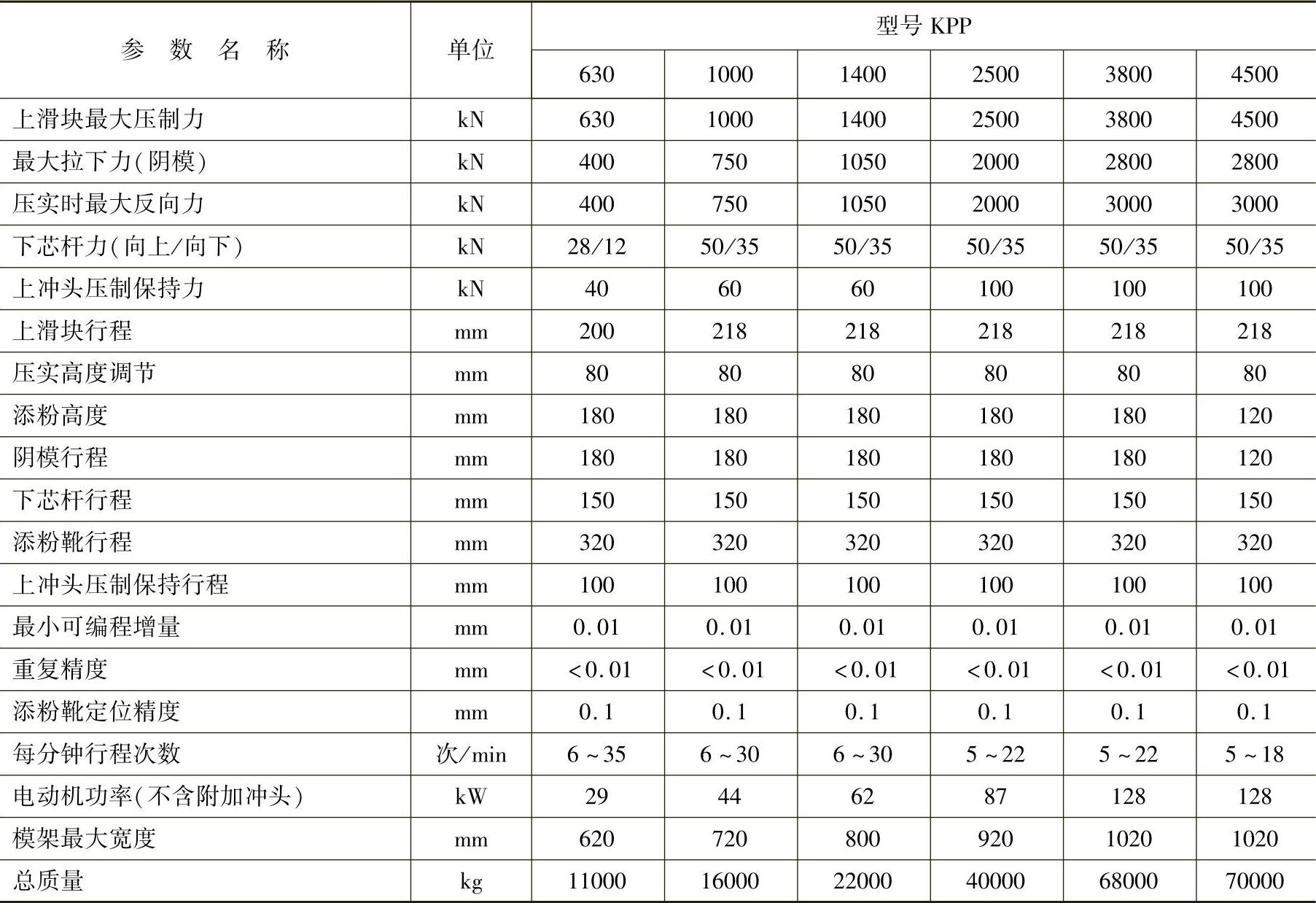
仿形添粉是在添粉靴回撤时,阴模进行一个与添粉靴同步的抬高、下降动作,在模腔的前后面形成一个楔形添粉,如图1-9-18所示,由于静压力的作用,在模腔前后形成的不均匀粉末分布得到很好的补偿。通过仿形添粉,粉末密度变化和密度不均变形可以避免,改善了压制品的同心度。KPP系列压力机的主要技术参数见表1-9-11。
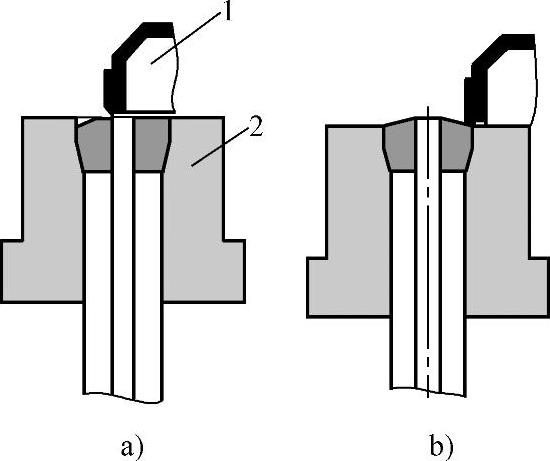
图1-9-18 仿形添粉
a)阴模上行 b)阴模下降 1—添粉靴 2—阴模
表1-9-11 KPP系列压力机主要技术参数(Osterwalder)
我国生产粉末制品液压机的厂商有天津天锻压机公司、重庆江东机械公司、南通皋液液压机公司,南通电熔股份公司、山东液压机械公司等。表1-9-12为天锻THP79与YT79系列。
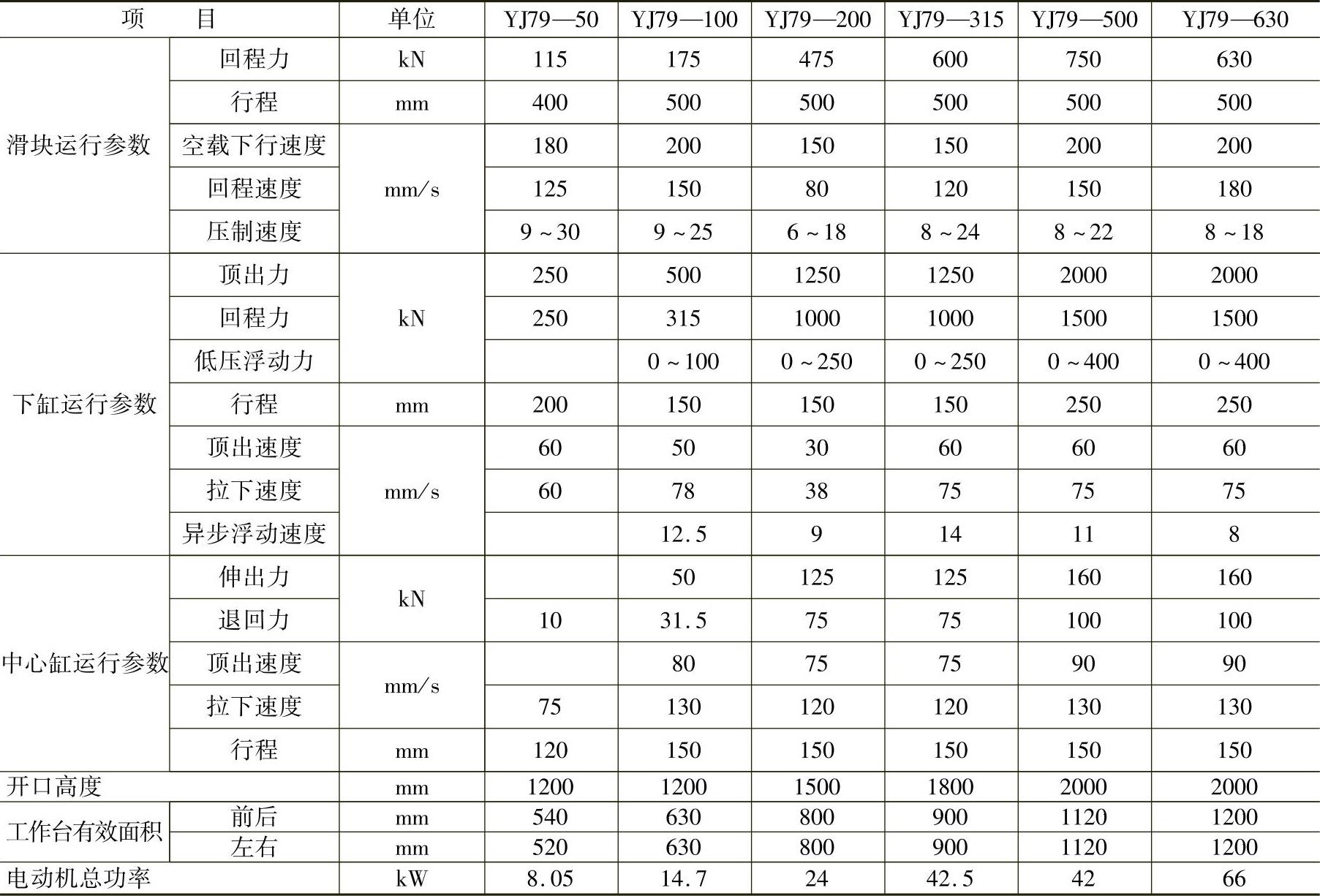
重庆江东机械公司生产的YJ79系列半自动(全自动)粉末制品液压机的主要技术参数见表1-9-13。
表1-9-12 THP79与YT79系列主要技术参数(天锻)
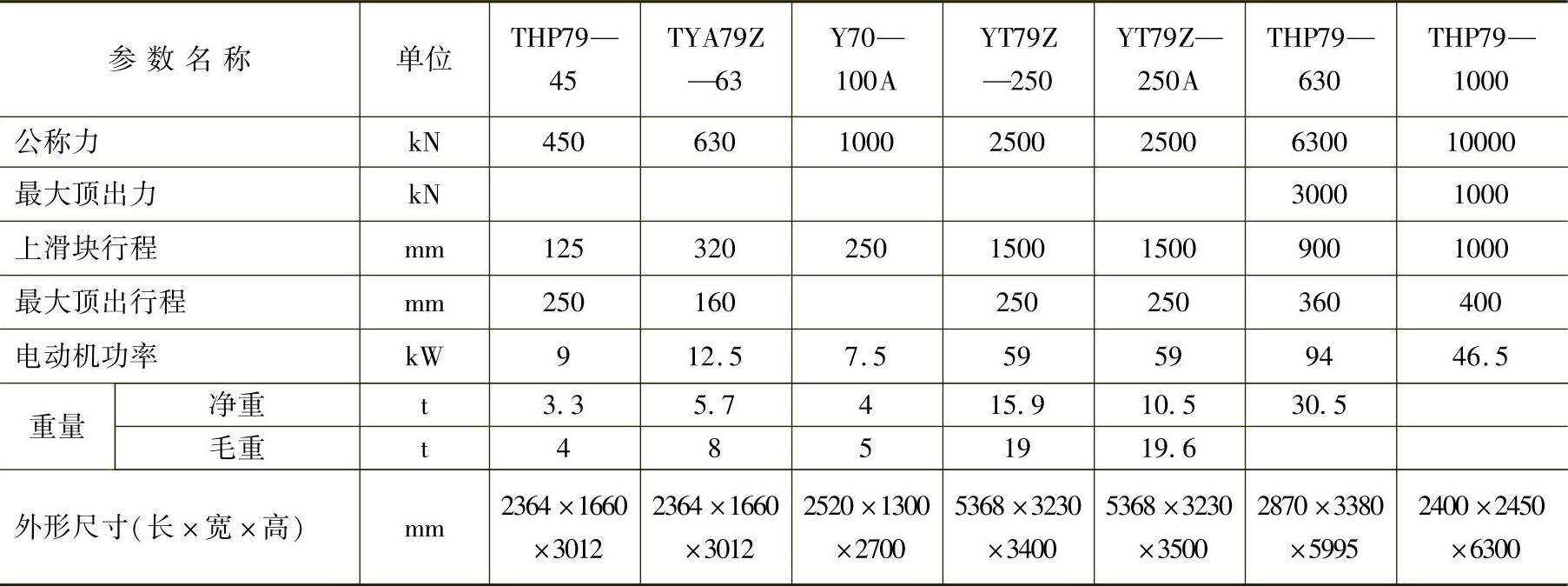
表1-9-13 YJ79系列粉末制品液压机主要技术参数(重庆江东)

(续)
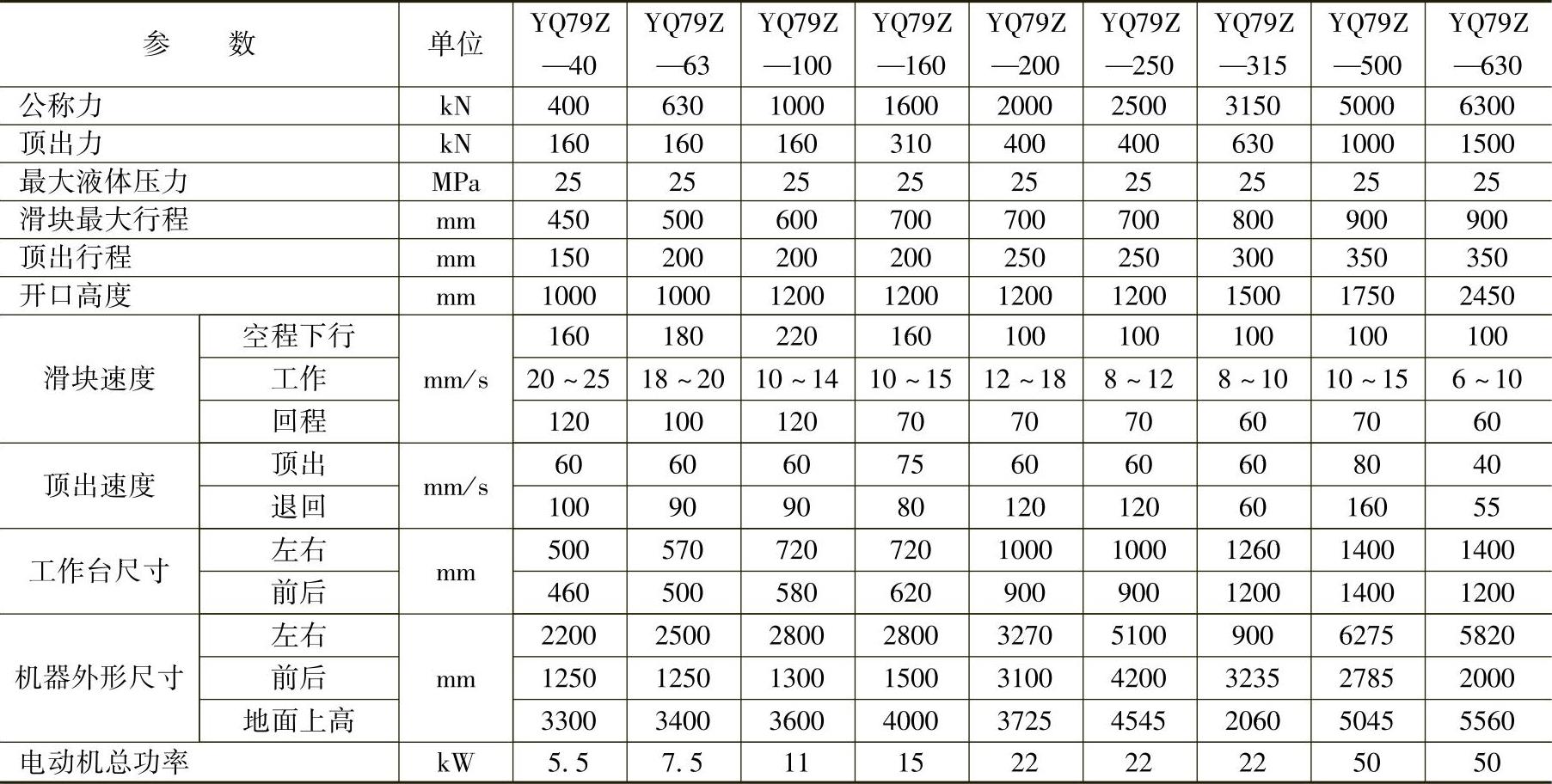
南通锻压设备公司生产的YQ79系列全自动粉末成形液压机除用于粉末制品外,同时也适用于精密陶瓷,电子陶瓷及硬质合金制品的压制成形。它们具有自动送料取料装置,浮动压制,使制品成形密度得到有效控制,有保护性脱模和一般性脱模两种脱模方式可供选择,电气控制采用PLC可编程控制器,液压系统采用先进的插装集成阀,配有油液冷却装置。装有机械限位装置以保证制品的一致性。
YQ79系列粉末成形液压机的主要技术参数见表1-9-14。
表1-9-14 YQ79系列粉末成形液压机参数(南通锻压)