快速成形的主要工艺
自1986年第一台快速成形设备SLA-1出现至今,近20年来,世界上已有大约二十多种不同的成形方法和工艺,而且新方法和工艺不断地出现。目前已出现的RP技术的主要工艺有:
1)SL(Stereolithography)工艺,称为光固化或立体光刻,是最早出现的一种RP工艺,它是采用激光一点点照射光固化液态树脂使之固化的方法成形,是当前应用最广泛的一种精度较高的成形工艺。
2)LOM(Laminated Object Manufacturing)或称SSM(SliceingSolidManufacturing),称为分层实体制造工艺,它采用激光切割箔材,箔材之间靠热熔胶在热压辊的压力和热的作用下熔化,并实现粘接,一层层叠加制造原型。
3)SLS(Selective Laser Sintering)工艺,称为选区激光烧结,它采用激光逐点烧结粉末材料,使包覆粉末材料的固体粘结剂或粉末材料本身熔融粘连实现材料的成形。
4)FDM(Fused Deposition Modeling)或称MEM(MeltedExtrusionModeling)工艺,称为熔融沉积成形或熔融挤压成形,它采用丝状热塑性成形材料,连续地送入喷头后在其中加热熔融,并挤出喷嘴,逐步堆积成形。
5)3DP(Three Dimensional Printing)工艺,称为三维印刷,它采用逐点喷射粘结剂来粘接粉末材料的方法制造原型,该工艺可以制造彩色模型,在概念型应用方面很有竞争力。
6)PCM(Patternless Casting Manufacturing)工艺,称为无木模铸造,它采用逐点喷射粘结剂和催化剂,即两次同路径扫描的方法来实现铸造用树脂砂粒间的粘接,并完成砂型自动制造。该工艺由清华大学等研发成功。
7)3DPlotting(Three Dimentional Plotting),称为三维绘图工艺,它采用泵将一定温度的熔融状材料通过极精密的喷嘴(直径为0.05mm)喷出而堆积成形。该工艺由美国Solidscape公司(原SandersProto-typing公司)商品化并推向市场。(https://www.daowen.com)
8)SGC(SolidGround Curing)工艺,称为实体磨削固化,它采用掩膜版技术,使一层光固化树脂层面,整体一次成形,而不是像SL设备那样,每一层面(树脂)是逐点照射固化成形的,这样就提高了原型制造速度。该工艺由以色列的Cubital公司开发成功并推出商品机器。
9)3DPrinter工艺,称为三维打印机,它采用块状固体热塑性成形材料,输入喷嘴后在其中加热并熔化,挤出喷嘴逐点堆积成形。美国Stratasys与IBM合作开发成功的Genisys3DPrinter作为桌面化的设备而推向市场。
10)CC(Contour Craft)工艺,称为轮廓成形工艺,它采用堆积轮廓和浇铸熔融材料相结合的方法来成形,在堆积轮廓时采用了简单的刮刀、刮板式装置,形成原型的层片为准三维。美国南加州大学(Universityof Southern California)研究成功。
11)RIPF(Rapid Ice Prototype Forming),称为低温冰型快速成形工艺,采用脉宽调制喷头高频喷射离散水滴,在低温下堆积冰原型。清华大学与美国Mis-souri-Rolla大学联合研发成功。
12)SIS(Seletine Inhibition Sintering),称选择性抑制烧结工艺,由美国南加州大学提出并进行研究。该工艺用喷墨喷头选择性地喷射抑制剂,然后用热辐射加热器对该层进行辐射加热,使未被抑制剂覆盖部分很快互相粘结而成形。
此外,近年来发展极其迅速的快速制造,也产生了众多的新技术、新工艺,参见本编第七章。
上述RP工艺可按所用原材料形态分类,参见图10-1-2。还可以按照材料堆积时的使能技术分类,如分为采用激光、电子束等高能束技术,采用喷射或沉积技术等。
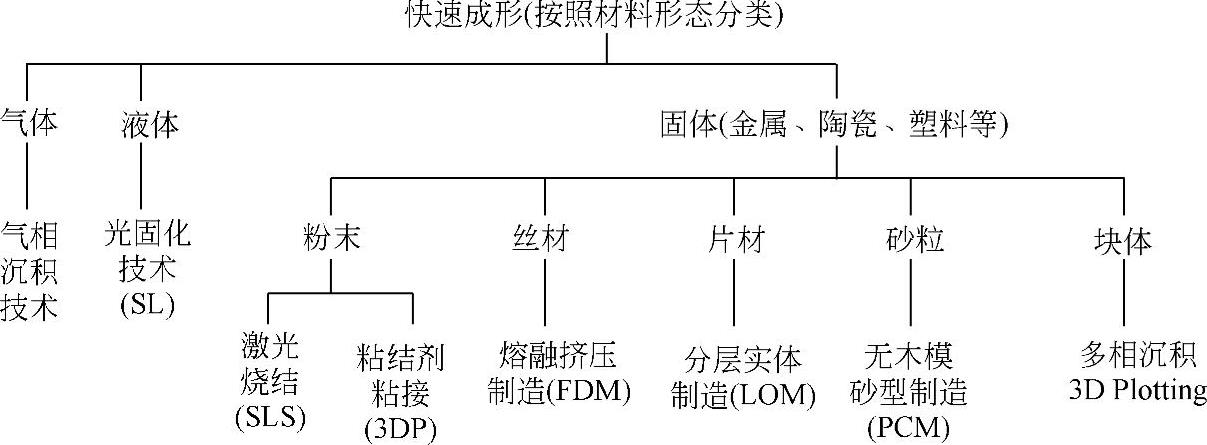
图10-1-2 RP工艺的分类(按所用原材料形态)