二、供锭坯机构
2026年01月15日
二
、供锭坯机构
供锭坯机构是将锭坯准确地送至挤压中心线,且机构的送进与退回时间要短。大致有以下四种送锭坯方式,如图1-6-20所示。
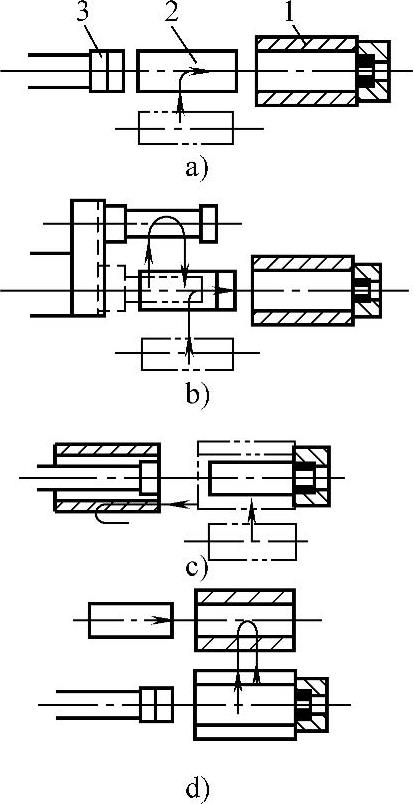
图1-6-20 供锭坯方式
1—挤压筒 2—锭坯 3—挤压轴(https://www.daowen.com)
1)是将锭坯送入挤压轴和挤压筒之间,再由挤压轴将锭坯推入挤压筒。这种方式中挤压轴(工作柱塞)的行程将为该挤压机上最长锭坯的两倍,且机架和拉力柱的长度也都相应地加长,故大型挤压机上很少使用。
2)是在锭坯送入前,先用活动横梁上的专用提升机构将挤压轴提升,然后送入锭坯,由活动横梁腔中的推料气缸的顶杆将锭坯推入挤压筒。这种结构中挤压轴的行程短,但结构比较复杂。
3)是在锭坯送入之前,先将挤压筒移向后梁,套住挤压轴,然后将锭坯送到挤压筒(挤压轴)和凹模之间,结构紧凑,挤压轴的行程也短。
4)是将挤压筒先移到挤压机一侧,装入锭坯,然后将装有锭坯的挤压筒推回挤压中心线,这种结构多用于黑色金属挤压机上。
以上各种供锭坯方式中,各种动作可以用液压缸、气缸或机械方式来实现。