板件柔性制造系统递阶控制网络结构
板件柔性制造系统控制网络将各CNC冲压设备、自动化物料输送与储存系统有机地连接在一起,是一种制造自动化系统网络(MAS,Manufacturing Auto-mation System),属工业型局域网(LAN)。MAS完成两个层次的任务,一是各板材加工设备板材加工的自动循环控制(自动加工、自动上下料),二是将各自动化板材加工设备相互连接起来,实现板材加工全过程的自动控制和管理。
板件柔性制造系统控制网络结构,涉及计算机集成制造系统(CIMS)五层递阶控制结构(工厂层、车间层、单元层、工作站层、设备层)的底三层,即包括单元层、工作站层、设备层,如图6-9-5所示。在工厂的经营管理、工程设计、制造三大功能中,柔性制造系统(FMS)负责制造功能的实施。设备层是各种板材加工设备、物料系统的控制器,其功能是将工作站控制器命令转换成可操作的、有次序的简单任务,控制加工设备的自动化加工,并通过各种传感器监控这些任务的执行。工作站层控制器负责指挥和协调由CNC数控冲压设备、上下料机器人或自动上下料机构、物料储运系统等组成的板材加工单元的加工活动。单元层控制器也称FMS控制器,是板件柔性制造系统全部生产活动的总体控制系统,全面管理、协调和控制各加工单元的制造活动。同时,单元层控制器可以与车间层、工厂层控制器或企业管理信息系统(MIS)相连,接受生产计划,反馈板件柔性制造系统的生产状况信息。
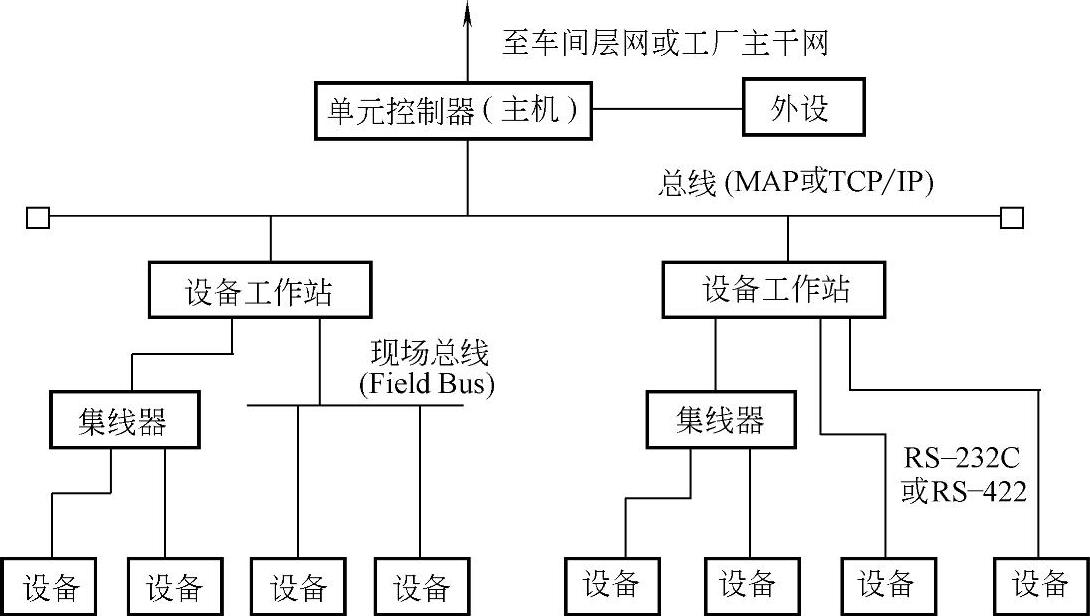
图6-9-5 板件柔性制造系统三层递阶控制结构(https://www.daowen.com)
单元层控制器的主要任务是实现给定的生产任务的优化分批,实施单元内工作站和设备资源的合理分配和利用,控制和调度单元内所有资源的活动,按规定的生产控制和管理目标高效完成给定的全部生产任务。
板件柔性制造系统三级递阶控制结构(图6-9-5)中,工作站与各加工设备之间采用现场总线(FieldBus)或RS-232-C、RS-422串行通信接口相连,工作站与单元层控制器之间采用总线网(MAP或TCP/IP协议)相连,形成递阶式的互联结构。也可使用对等式总线互联结构,如图6-9-6所示,采用对等式总线结构将单元层控制器、工作站控制器、各加工设备和物料系统控制器连接在一起,在功能上采用递阶控制模式。采用总线结构进行加工设备、物料系统、各层控制器互联,具有设备连接简单、开放性好、使用单一的通信协议、信息传输快等优点。
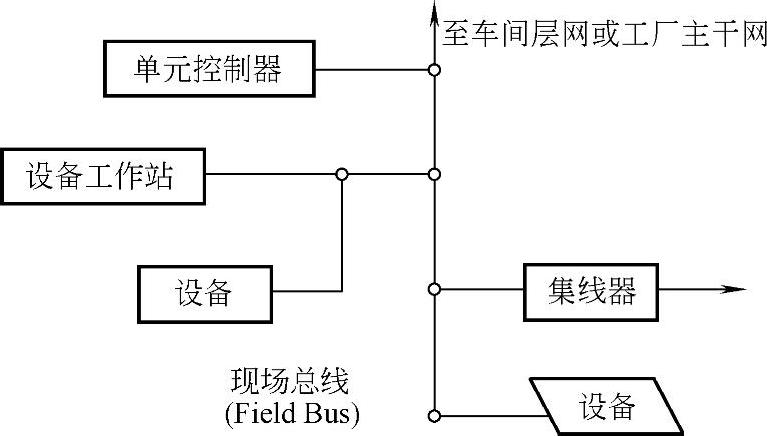
图6-9-6 板件柔性制造系统对等式互联结构