配料实例141
2026年01月15日
配料实例141
表1.1-141 HT200的灰铸铁配料
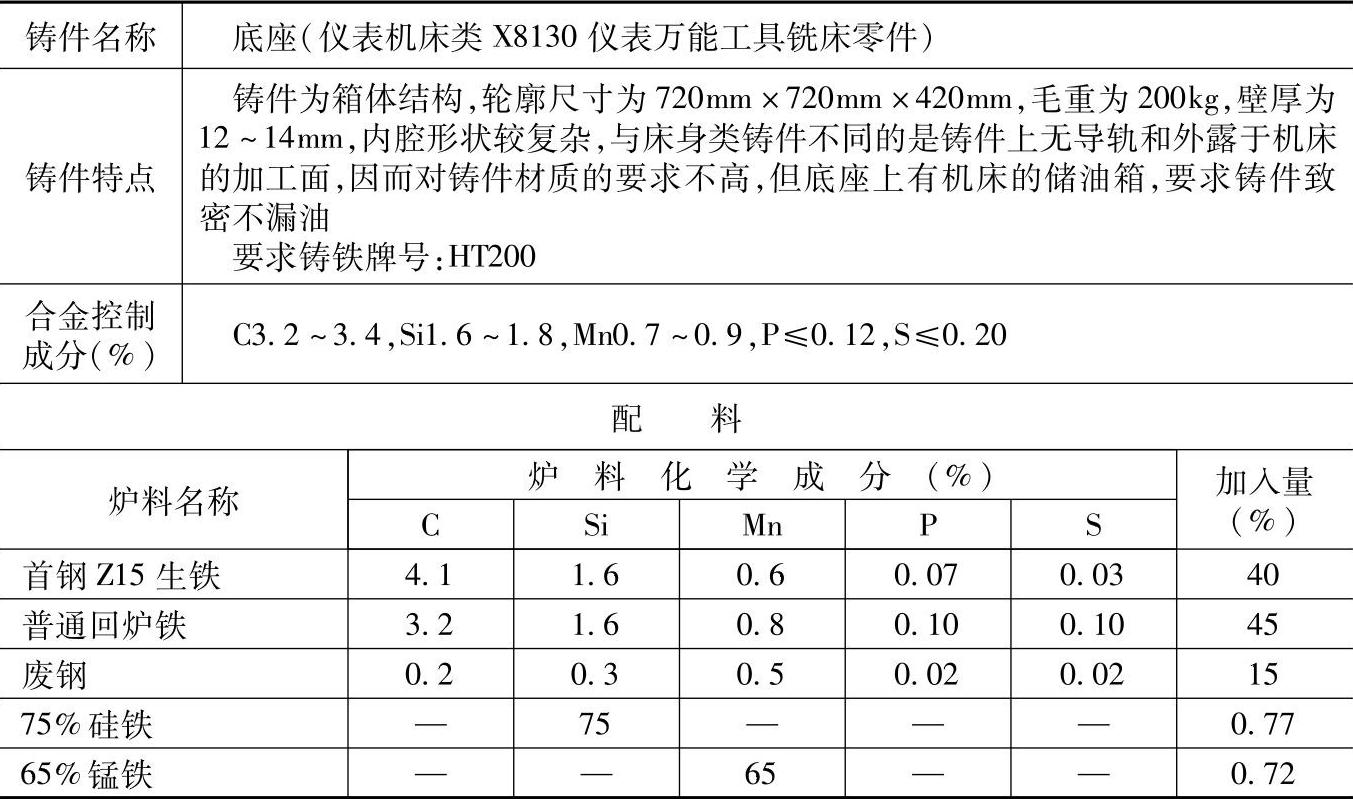
注:1.采用熔炼炉类型:两排风口冷风冲天炉,熔化率为1.5t/h,炉内硅烧损约20%、锰烧损约25%。
2.配料计算如下:
Si量计算(Si的炉内烧损以20%计):
生铁带入的Si量=1.6×40%=0.64%
回炉铁带入的Si量=1.6×45%=0.72%
合计1.36%
带入的Si减去烧损后的剩余量为1.36×(1-20%)=1.088%
应补Si量为1.70%-1.088%=0.612%
其中炉内补Si量为0.46%,炉外孕育补Si量为0.16%
加上烧损后炉内应补Si量=0.46÷(1-20%)=0.575%(https://www.daowen.com)
折合成75%硅铁量为0.575÷75%=0.77%
Mn量计算(Mn的炉内烧损以25%计):
生铁带入的Mn量=0.6×40%=0.24%
回炉铁带入的Mn量=0.8×45%=0.36%
合计0.60%
带入的Mn减去烧损后的剩余量为0.6×(1-25%)=0.45%
应补Mn量为0.80%-0.45%=0.35%
加上烧损后炉内应补Mn量为0.35÷(1-25%)=0.47%
折合成65%锰铁量为0.47÷65%=0.72%
3.炉前用75%硅铁在包中孕育,加入量约为0.2%(质量分数)。
4.本配料还适用于X8130仪表万能工具铣床的悬梁等铸件。
5.各成分含量和配料比例皆指质量分数。