配料实例786
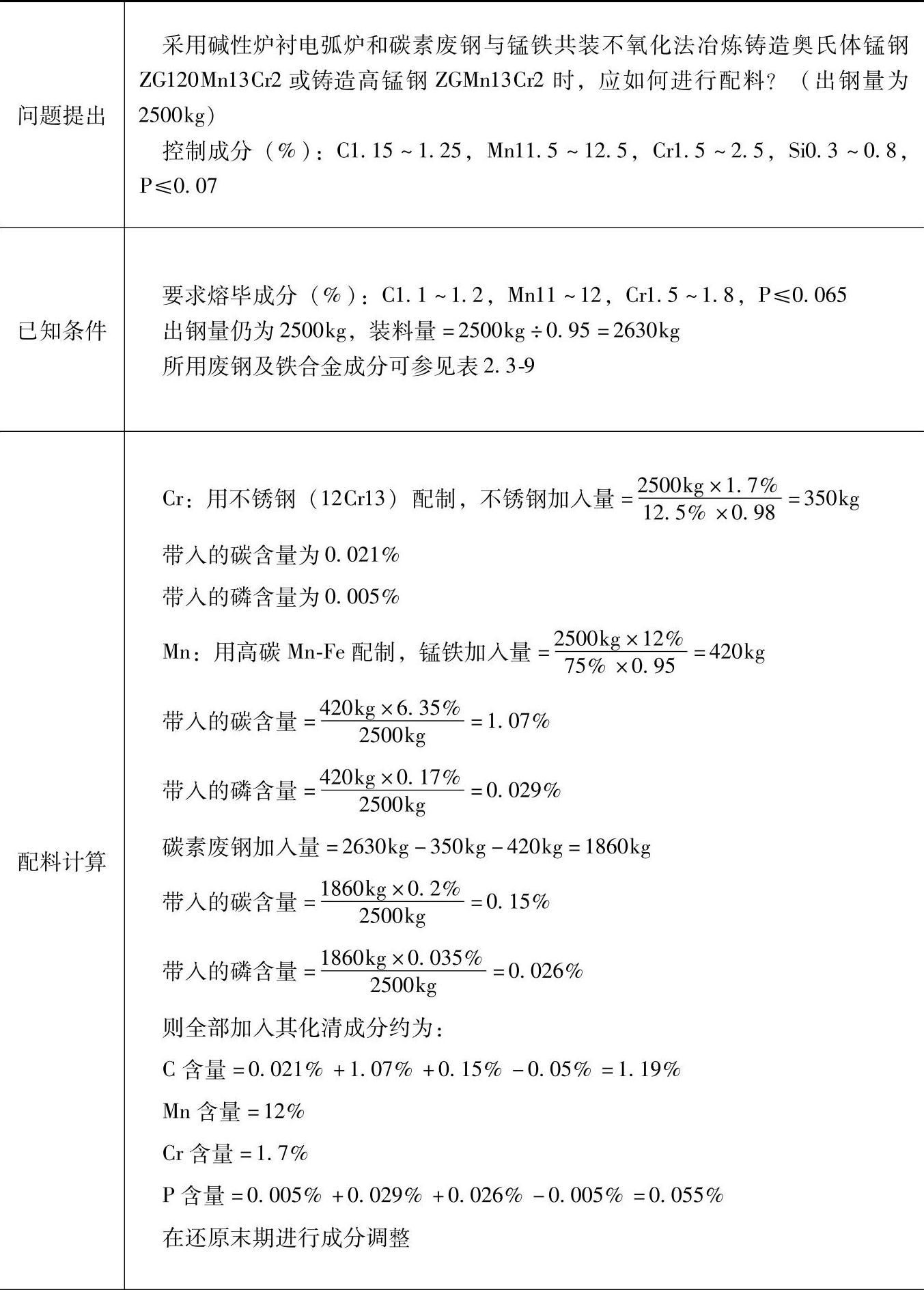
表2.3-11 ZG120Mn13Cr2的铸造奥氏体锰钢配料ZGMn13Cr2的铸造高锰钢配料
(续)

注:1.采用碱性炉衬电弧炉和碳素废钢与锰铁共装不氧化法冶炼。
2.装料操作对炉料的熔化时间、合金元素烧损、炉衬寿命以及电能、电极的消耗等都有重要影响,应给予足够的重视。
3.装料方法:一般采用机械化装料,即先将炉料布置在料框中,用桥式起重机吊起在炉顶(开启盖后)一次加入炉内。
4.布料顺序:将料框下部软链收紧,用钢丝绳索栓在料框桶壁插入圆钢销上。装料入炉时,主钩吊起料框,副钩吊圆钢销。为使装料密实,炉料应由大、中、小料组成,应尽可一次装完,一般小料占15%~20%,中料占40%~50%,大料占40%。炉料在料框内分布如下:
1)小料总量的一半装在料框的底部,在小料上部中心区装大料和难熔炉料,在大料之间填充中、小料,中料装在大料上面及四周。(https://www.daowen.com)
2)料框的最上部装入剩余的小型料和少量切屑,以便通电后电弧稳定且能很快穿井埋入料中,减轻电弧对炉盖的辐射。粘有造型材料的浇冒口等不易导电的炉料,不准装在电极下面,应装在大料四周近炉壁处。这样可防止不起弧,电极折断和延长熔料时间。
3)配碳电极块应破碎成50~100mm左右块度,装在炉料底部,但要防止从料框中漏出。如果用生铁增碳,生铁应装在大料上面,并在电极下面,生铁优先熔化将能加速大料熔化。
4)在炉料中配入铁合金应装在靠近炉坡处,以防止电弧直接点燃引起的烧损和挥发。
5.装料注意事项:
1)为了缓和炉料对炉底的强烈冲击,防止料框粘上残渣,炉底应先填铺上石灰1%,以提前造渣,利于早期脱磷,防止钢液吸气和加速钢液升温。
2)料框入炉时要对中,防止料框拉坏炉坡。料框与炉底相距约200~300mm时才允许打开料框下料。
6.各成分含量和配料比例皆指质量分数。