配料实例189
2026年01月15日
配料实例189
表1.1-189 HT200的灰铸铁配料
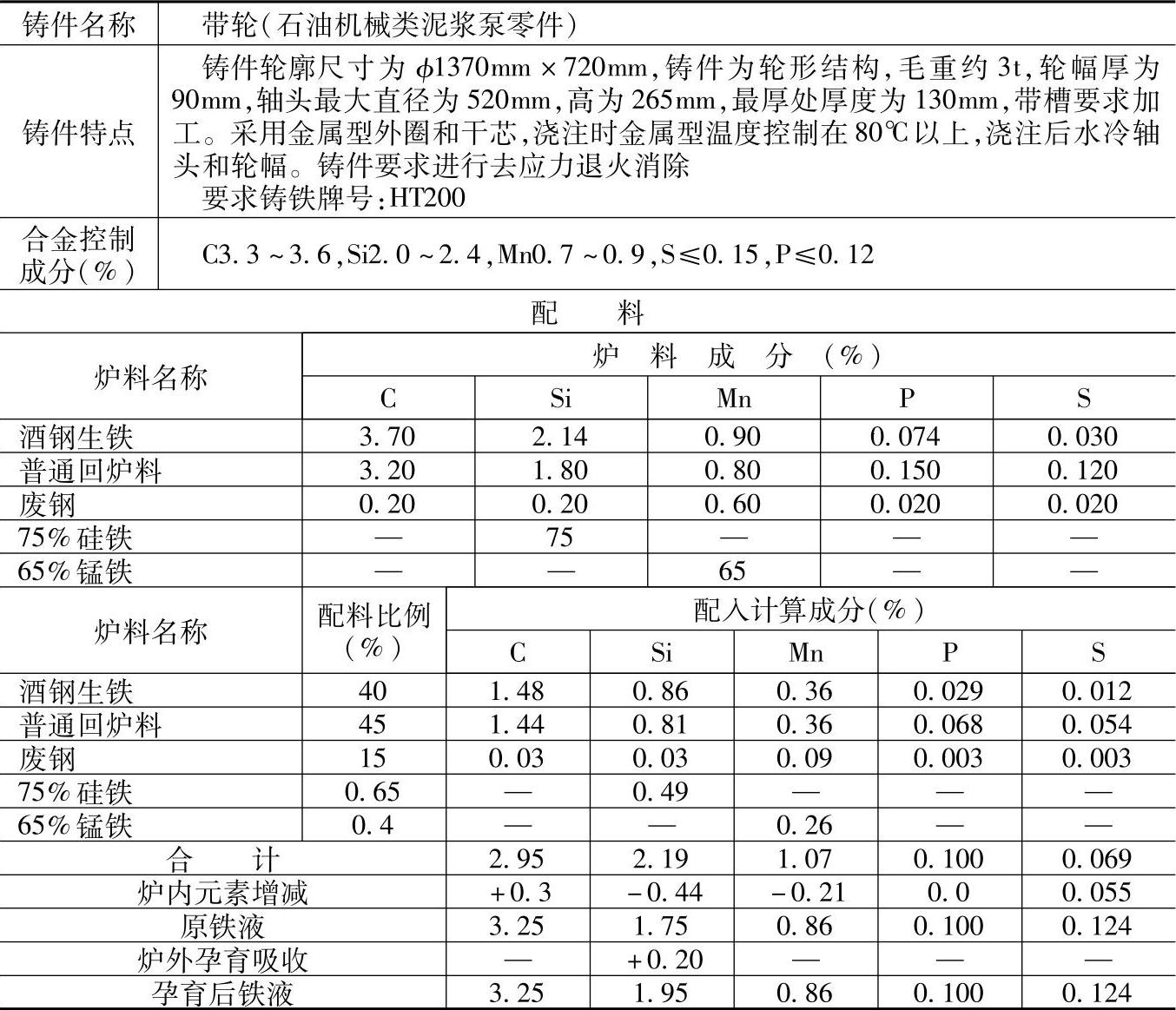
注:1.采用熔炼炉类型:两排大间距冷风冲天炉,熔化率为10t/h,炉内碳增加10%、硅烧损20%、锰烧损20%、硫增加80%、磷不变。
2.炉前用三角试片控制铁液成分,配料时原铁液含硅量控制在1.8%左右,调整成分用75%硅铁。在温度较低或第一包浇注时,除加入硅铁外,还加入稀土镁合金,防止在轮辐上产生表面气孔,另外除气脱硫,改善铸造性能。成分选择主要考虑采用金属型铸造和浇水冷却,由于冷却速度快,在碳当量高的情况下也能保证铸件的性能要求。炉外孕育:每100kg铁液加入REMg9~10稀土镁合金0.3kg,不考虑REMg的吸收,硅的吸收率为70%;另外,调整硅量加入0.2%(质量分数)的75%硅铁,吸收率为20%。(https://www.daowen.com)
3.检测结果:
化学成分(%):C3.7,Si2.05,Mn0.70,P0.086,S0.10;
力学性能:抗拉强度为209MPa,硬度为229HBW。
4.各成分含量和配料比例皆指质量分数。
5.本配料还适用于泥浆泵中要求灰铸铁HT200的导板(用金属型铸造)和钻机的带轮(用金属型铸造)、转子、定子等铸件。此外,还适用于抽油机中要求灰铸铁HT150的平衡铁和平衡块等铸件。