配料实例463
2026年01月15日
配料实例463
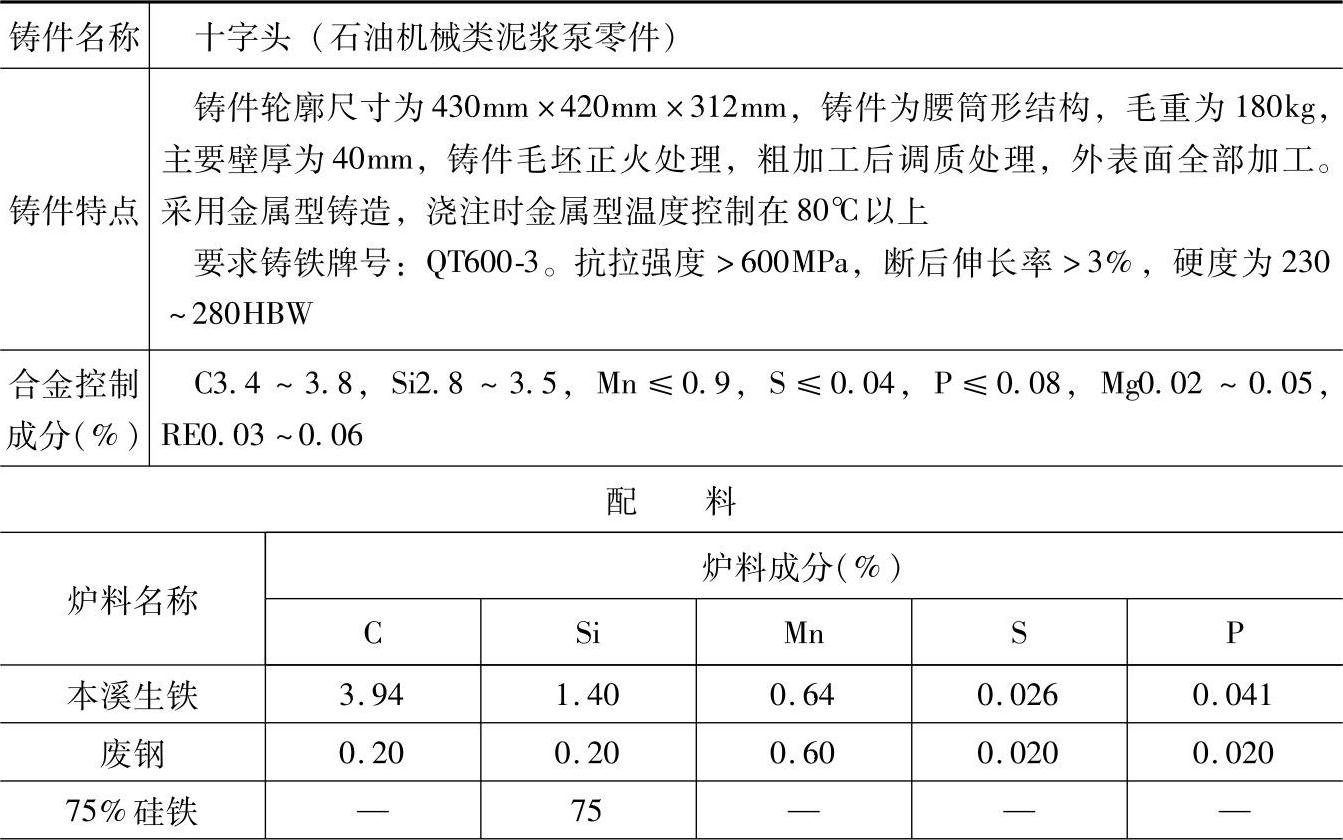
表1.2-98 QT600-3的球墨铸铁配料
(续)
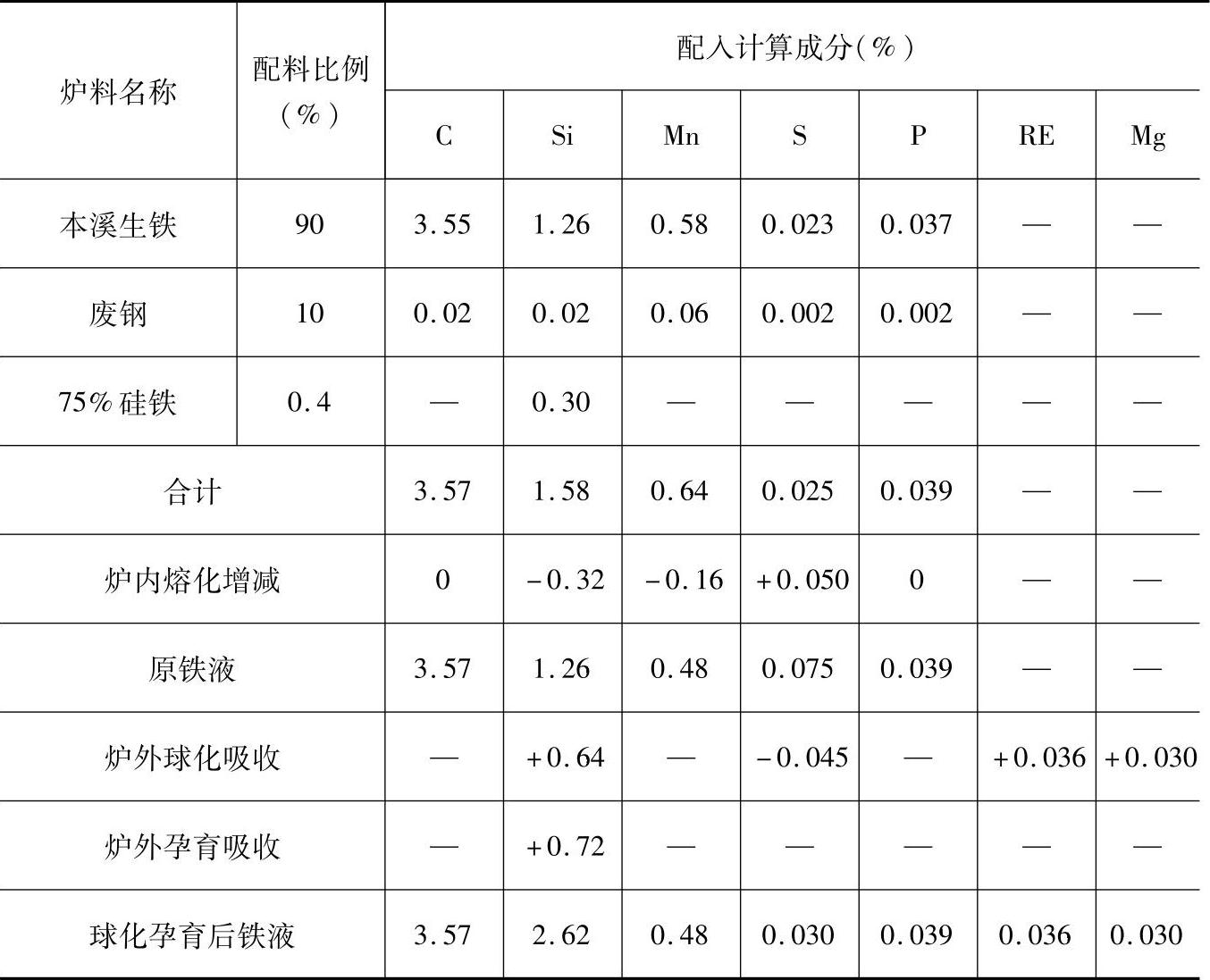
注:1.采用熔炼炉类型:三排风口冷风冲天炉,熔化率为5t/h,炉内硅烧损20%、锰烧损25%、硫增加200%、碳和磷不变。
2.炉前,球化处理用包钢稀土镁合金REMg9~10,加入量为2.0%(质量分数),RE的吸收率为20%,Mg的吸收率为15%,随稀土镁加入的Si吸收率为80%;孕育处理用75%硅铁,加入量为1.2%(质量分数),吸收率为80%。(https://www.daowen.com)
3.炉前对原铁液进行脱硫处理,加入0.6%(质量分数)的苏打粉。
4.炉前用三角试片控制球化和孕育情况,另一方面观察扒渣时铁液表面的火苗和处理铁液落地时的火花。由于采用金属型铸造,所以球化孕育处理后应立即先浇,并控制浇注温度在1340℃以上。
5.检测结果:
化学成分(%):C3.60,Si2.45,Mn0.65,P0.054,S0.029,RE0.038,Mg0.040;
力学性能:抗拉强度为834MPa,断后伸长率为5.5%,冲击韧度为15.68J/cm2,硬度为229HBW。
6.各成分含量和配料比例皆指质量分数。
7.本配料还适用于泥浆泵中要求球墨铸铁QT600-3的轴承套、轴承座等铸件,也适用于抽油机中的轴承座、制动轮等铸件。