配料实例497
2026年01月15日
配料实例497
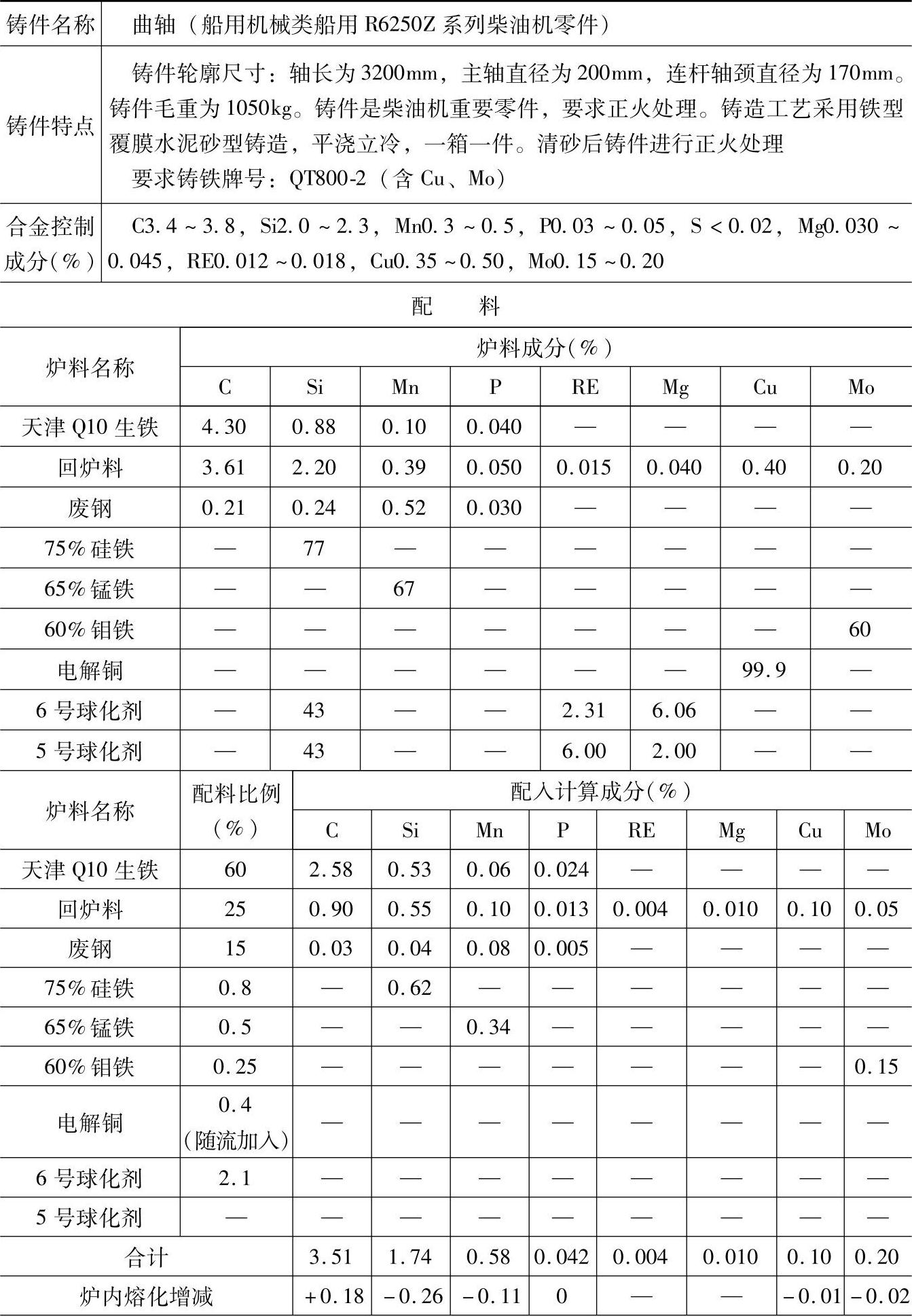
表1.2-118 QT800-2的(合金)球墨铸铁配料
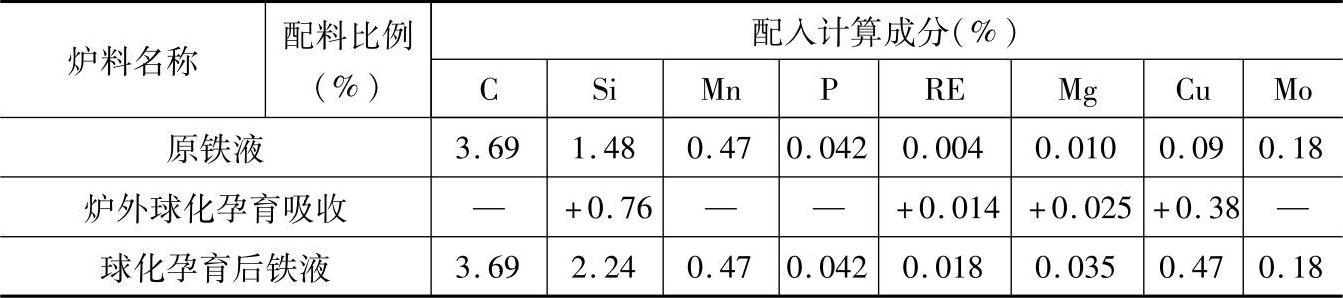
(续)
注:1.采用5t双排大间距热风冲天炉,炉内碳增加5%、硅烧损15%、锰烧损20%、磷不变、硫增加80%、铜烧损5%、钼烧损10%。
2.炉前球化处理采用冲入法工艺,考虑到该曲轴属大断面高强度球墨铸铁,球化剂采用自制的6号重稀土球化剂,加入量为2.1%(质量分数),Mg吸收率为20%,RE吸收率为30%,球化剂中的Si吸收率为70%,电解铜条炉外加入,其吸收率约为95%。
3.炉前用75%硅铁进行孕育处理,采用浇口杯瞬时孕育法,加入量为0.4%(质量分数),Si的吸收率约为70%。(https://www.daowen.com)
4.钼铁含Mo量为60%,随冲天炉配料一起加入;电解铜板条在出铁液时随铁液冲入浇包。
5.炉前,球化孕育处理后先浇几个三角试样,冷却后打断观其断面,根据断面情况,对铁液球化孕育处理进行调整。要求三角试样断面呈银白色,中间有缩松,晶粒细小,试样表面有缩陷,试样尖端有空白,悬空敲击时发出清脆声。
6.检测结果:
化学成分(%):C3.65,Si2.20,Mn0.38,P0.035,S<0.01,RE0.016,Mg0.041,Mo0.018,Cu0.41;
力学性能:抗拉强度≥800MPa,断后伸长率≥2%,硬度为230~265HBW。拉伸试样随本体铸造,现场切割机锯下送检。
金相组织:基体中珠光体量≥90%(体积分数),球化等级2~3级,石墨大小5~6级,石墨球分布均匀,无莱氏体和网状渗碳体,碳化物量<3%(体积分数)。
金相试样随本体铸造,现场锯下送检。
7.各成分含量和配料比例皆指质量分数。