配料实例395
2026年01月15日
配料实例395
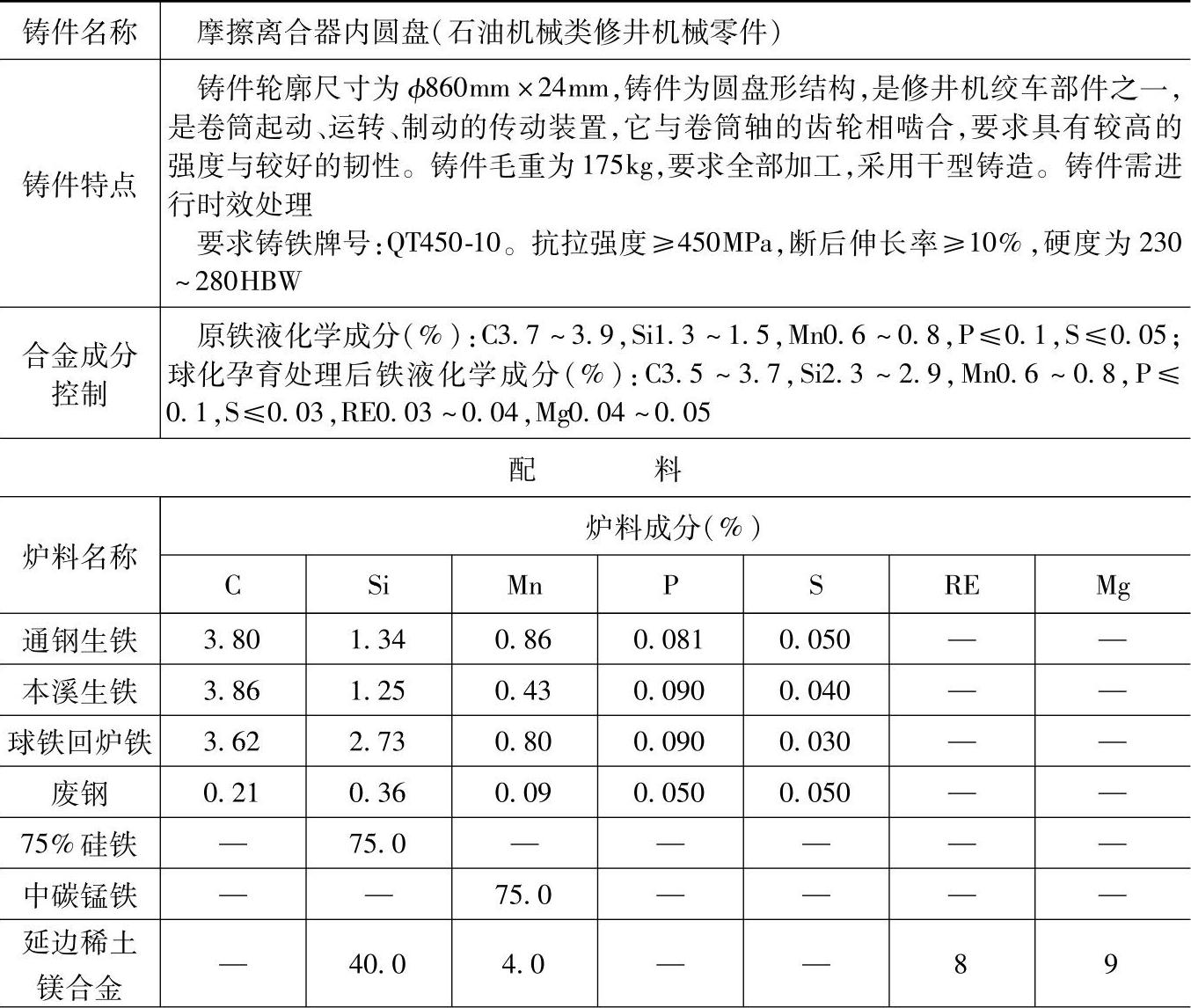
表1.2-44 QT450-10的球墨铸铁配料
(续)
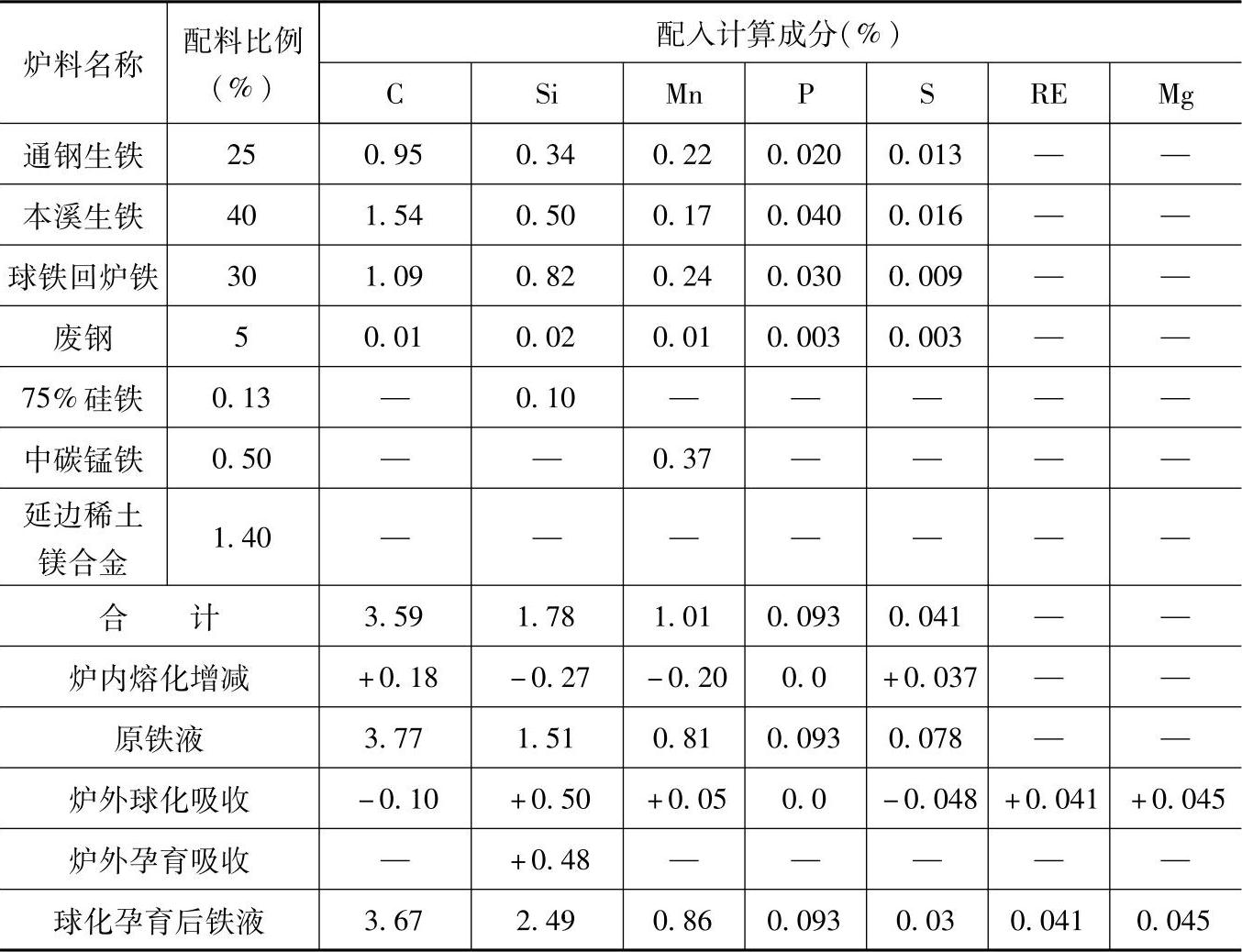
注:1.采用熔炼炉类型:两排风口热风冲天炉,炉内碳增加5%、硅烧损15%、锰烧损20%、硫增加90%、磷不变。
2.炉前,球化处理采用稀土镁合金成分(%):RE8、Mg9、Si40、Mn4,加入量为1.4%(质量分数),RE吸收率为36%,Mg吸收率为35%,Si吸收率为80%,Mn吸收率为80%;孕育处理采用75%硅铁,加入量为0.8%(质量分数),吸收率为80%。(https://www.daowen.com)
3.炉前,用三角试片检验三角白口宽度与试片两侧缩凹,并结合铁液表面状态控制铁液成分和球化率。
4.检测结果:
化学成分(%):C3.62,Si2.60,Mn0.87,P0.1,S0.028,RE0.035,Mg0.05;
力学性能:抗拉强度为564MPa,断后伸长率为7%,硬度为238HBW;
金相组织:石墨呈团状和球状分布,球化率为70%~75%,基体珠光体量为65%~70%(体积分数)、铁素体量约25%(体积分数)。
5.各成分含量和配料比例皆指质量分数。
6.本配料还适用于石油机械中要求球墨铸铁QT450-10的齿盘、中间齿盘、配油头、配油盖等铸件。但当浇注上述各种铸件时,金相组织中珠光体量≥70%(体积分数),球化率≥70%。