配料实例181
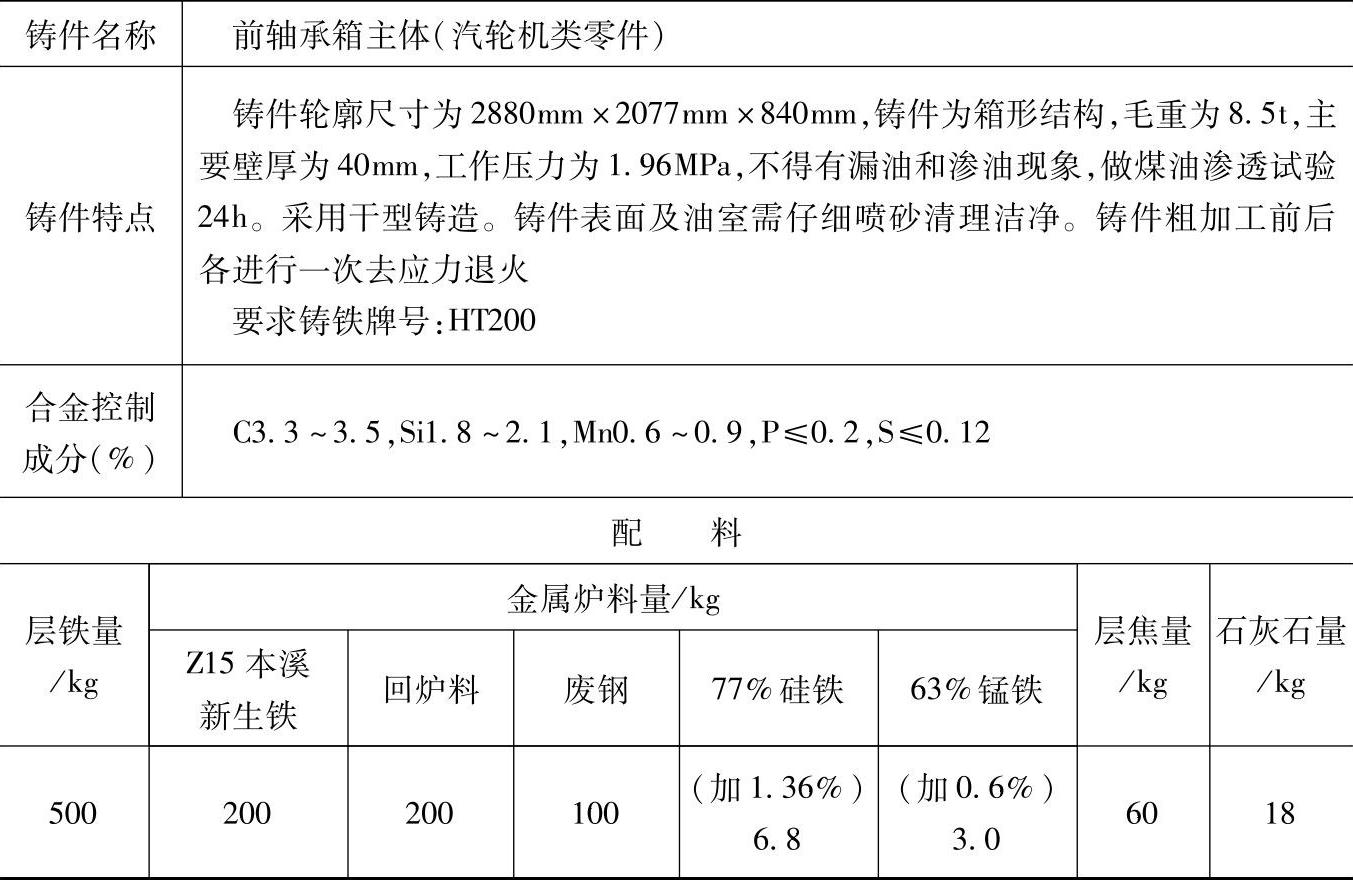
表1.1-181 HT200的灰铸铁配料

注:1.采用两排大间距冷风冲天炉熔炼,熔化率为5.5t/h,炉内碳增加12%、硅烧损15%、锰烧损20%、磷不变、硫增加50%。
2.炉前用三角试片检验白口大小,控制铁液成分,用75%硅铁调整白口宽度,炉前硅铁加入量0.1%~0.2%(质量分数),白口宽度控制在3~5mm。(https://www.daowen.com)
3.检测结果:
化学成分(%):C3.44,Si2.10,Mn0.68,P0.06,S0.122;
力学性能:抗拉强度为207MPa,硬度为217HBW。
4.各成分含量和配料比例皆指质量分数。
5.本配料还适用于汽轮机中要求灰铸铁HT200的隔板套、低压气缸、基架等铸件。