配料实例1017
2026年01月15日
配料实例1017
表3.7-6 YZZnAl4Cu1的压铸锌合金配料
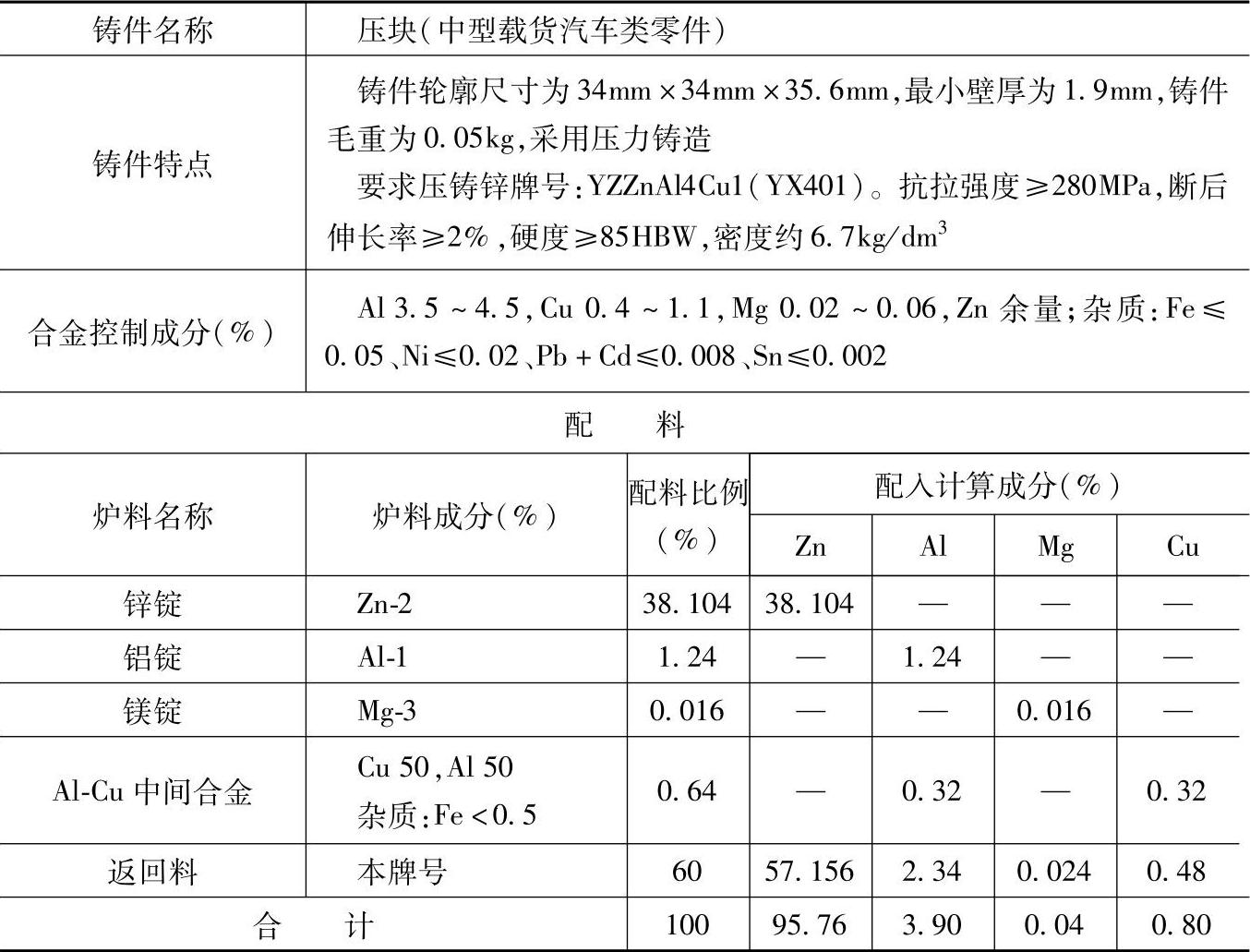
注:1.采用熔炼炉类型:煤气坩埚炉。
2.熔炼工艺要点:
1)将坩埚清理干净并予以预热;
2)把约2/3~3/4的回炉料和锌锭及全部的铝锭和中间合金依次加入炉内熔化;
3)当炉料熔化至600℃左右时,搅拌扒渣;
4)把剩余的炉料分批加入,并适当控制不要使合金过热;
5)用钟罩压入镁块,等镁全部熔化后方可取出钟罩;(https://www.daowen.com)
6)用钟罩压入干燥的ZnCl2进行精炼,这时的合金温度不超过450℃。ZnCl2的加入量为每100kg合金加50g;
7)用ZnCl2处理后,使合金镇静5~7min,扒除渣物;
8)取样分析Cu、Al、Mg、Fe含量,根据分析报告调整成分,待合金成分合格后方可出炉铸锭,出炉温度为400~450℃。
3.检测结果:
化学成分(%):Al 3.98,Mg 0.054,Cu 0.68;
力学性能:抗拉强度为330~350MPa,断后伸长率为2%,硬度为95~110HBW。
4.各成分含量和配料比例皆指质量分数。
5.本配料还适用于开关支架、仪表板等复杂薄壁的同牌号压铸锌合金件。