配料实例449
2026年01月15日
配料实例449
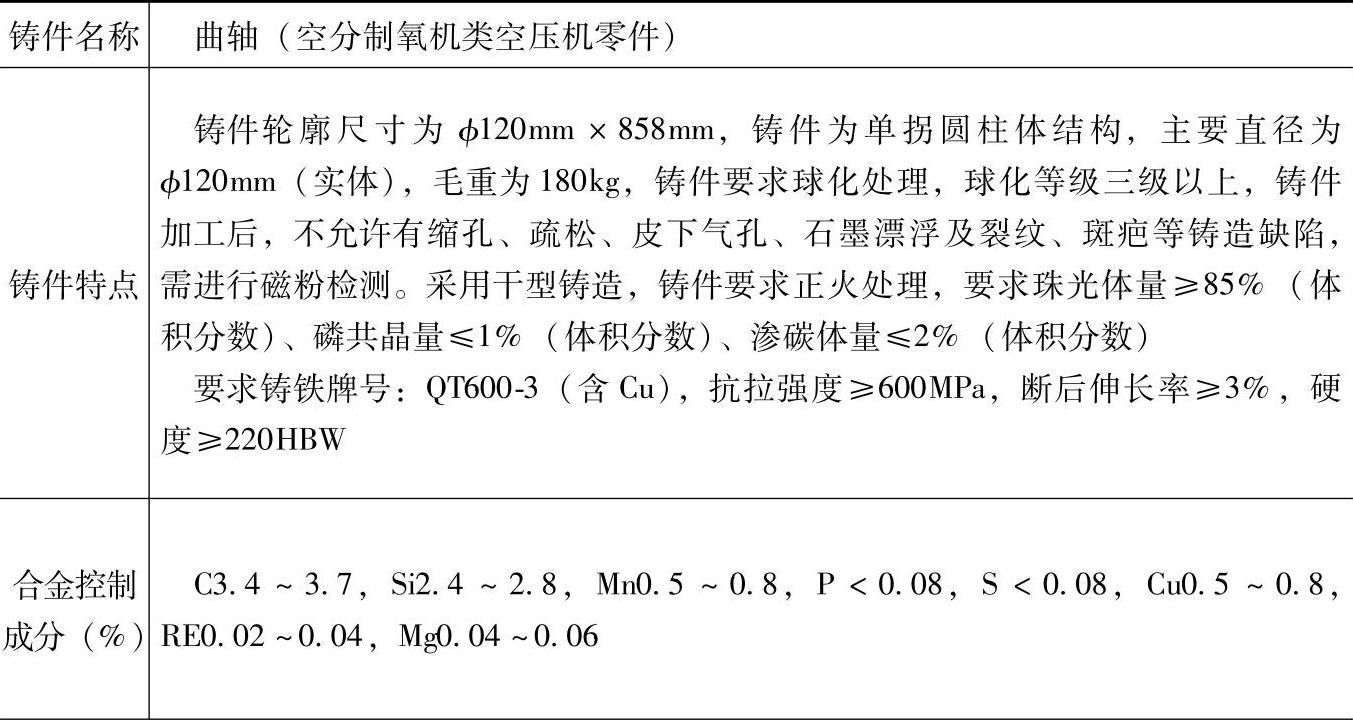
表1.2-84 QT600-3的(合金)球墨铸铁配料
(续)
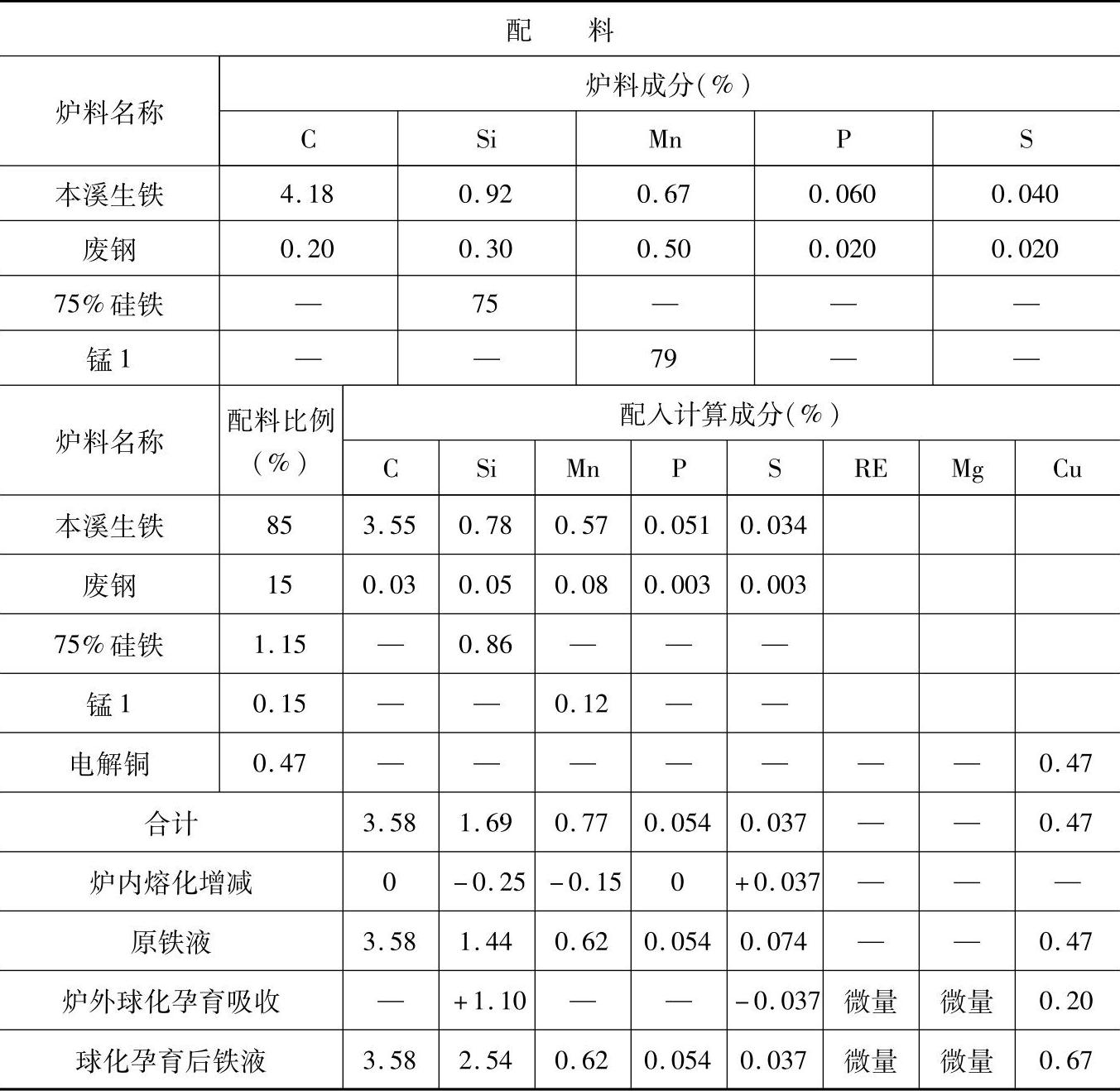
注:1.采用熔炼炉类型:连续出铁、出渣、热风、两排大间距冲天炉。炉内熔化元素增减率:碳不变、硅烧损15%、锰烧损20%、磷不变、硫增加100%。(https://www.daowen.com)
2.炉前球化处理采用冲入法,100kg铁液加球化剂1.7kg,覆盖75%硅铁0.3kg;孕育处理加75%硅铁0.7kg;球化剂中硅含量为30%,铜含量为12%。
3.在球化处理时观察铁液反应程度、反应时间长短。第二次出铁时,观察铁液表面冒出火苗的多少及高度。用三角试片检查三角白口大小、断面色泽、晶粒粗细、有否中心缩孔及二侧面缩凹,断口有无小黑点。白口宽度过大时,在铁液包中再加入75%硅铁孕育。
4.浇注时,在铁液包嘴上方加入75%硅铁,进行浇杯孕育。
5.各成分含量和配料比例皆指质量分数。
6.本配料还适用于空分制氧设备中,要求球墨铸铁QT600-3的其他曲轴、连杆体铸件,如氧压机的曲轴、连杆体,膨胀机的曲轴、连杆体等。