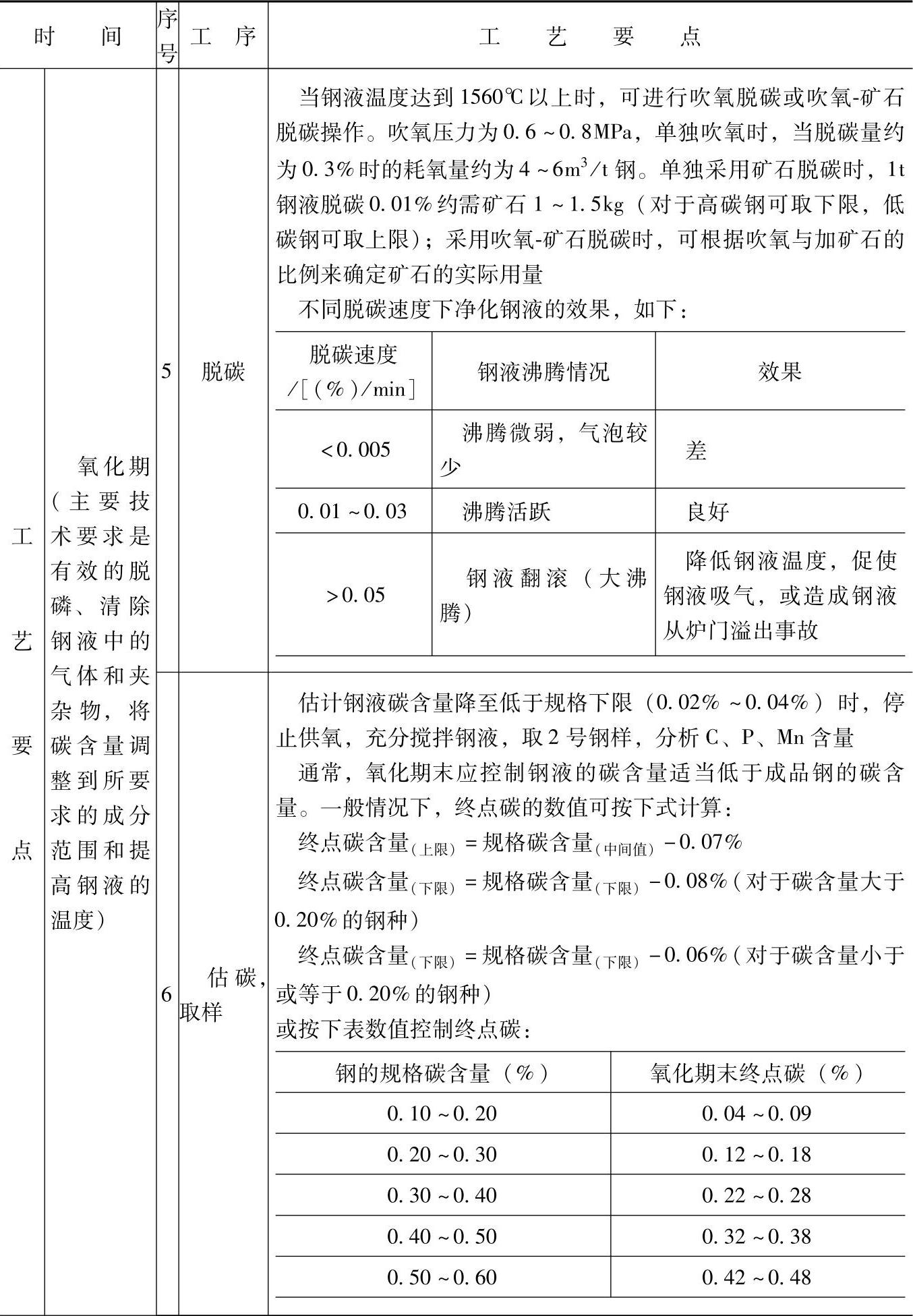
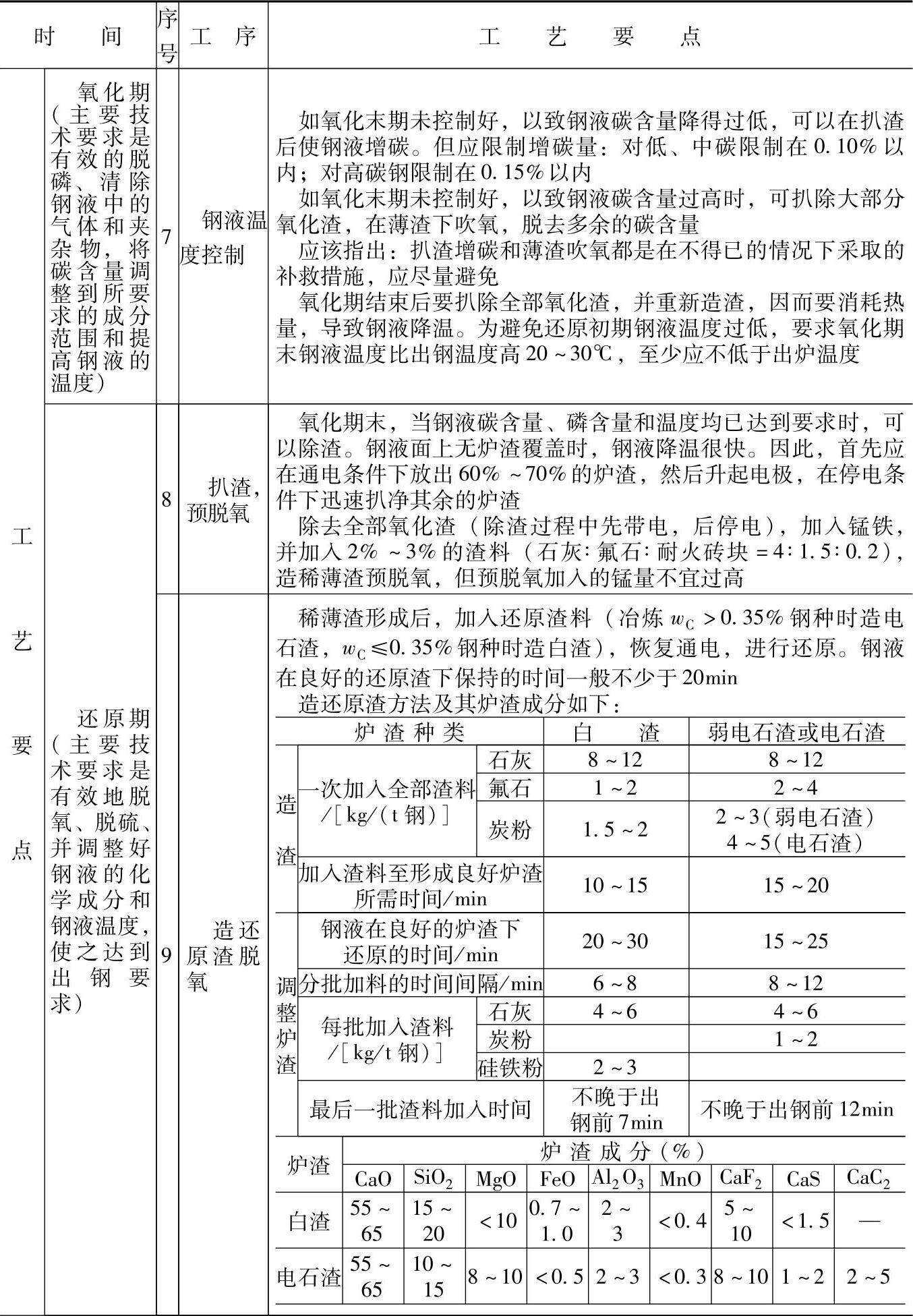
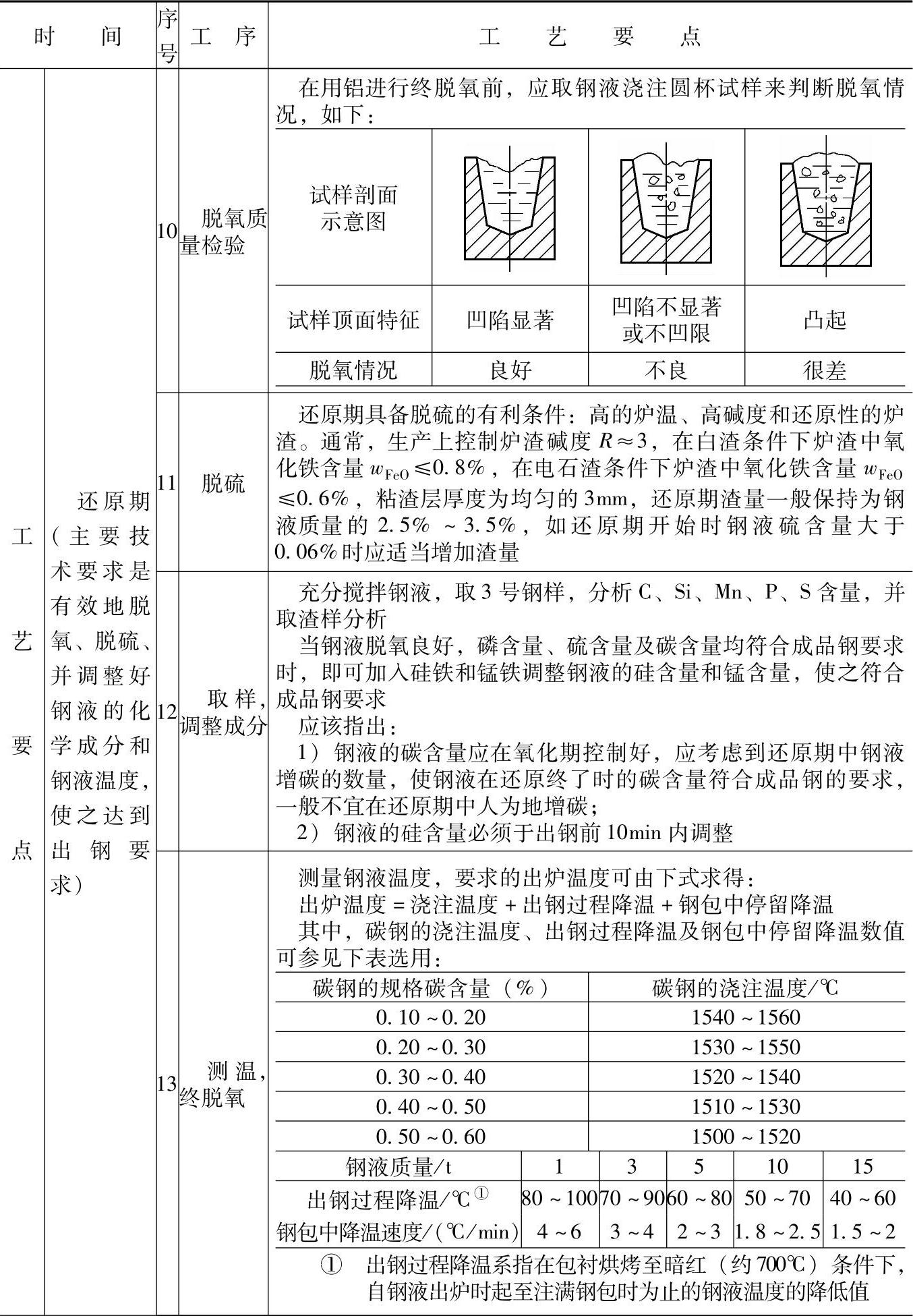
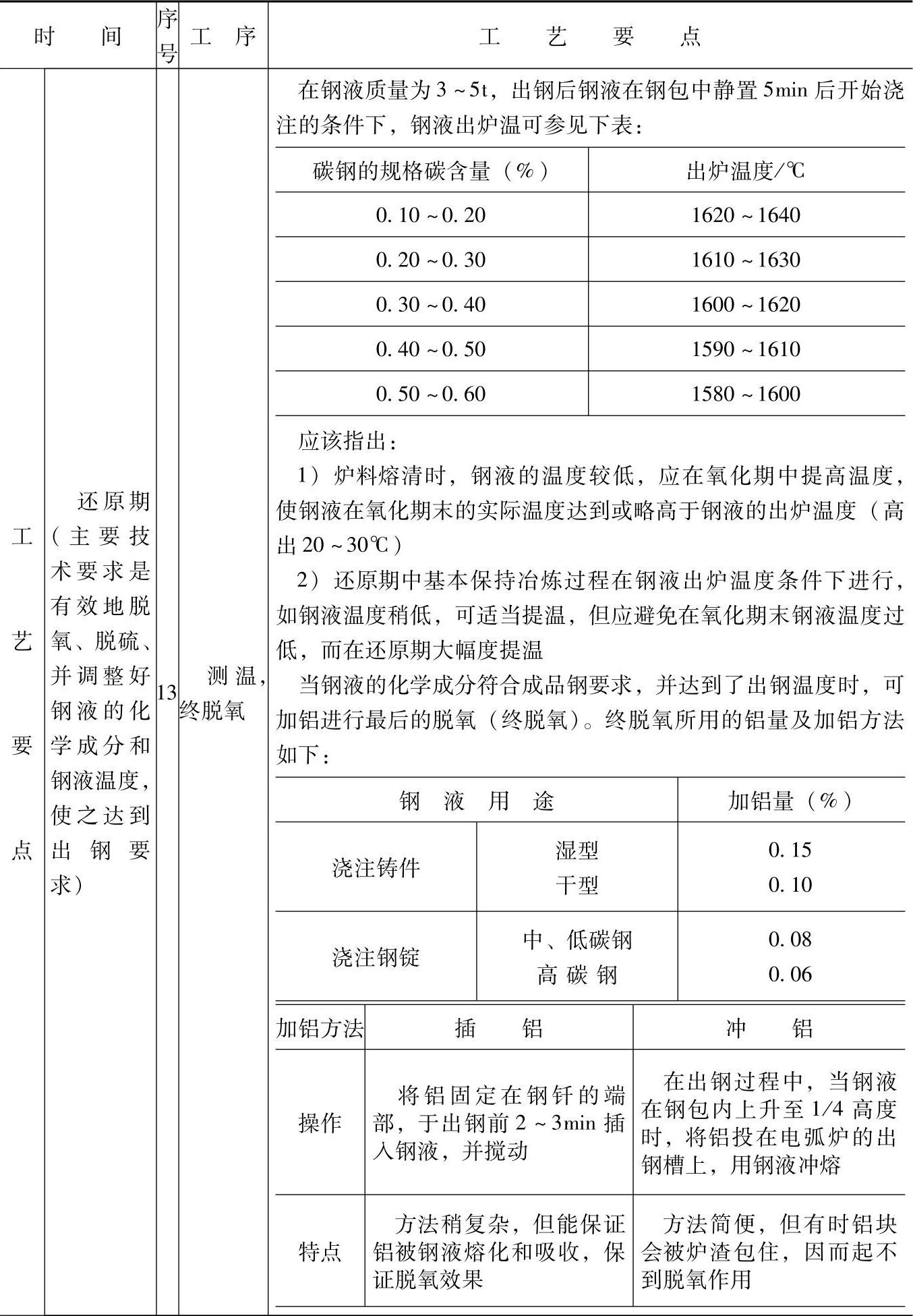
配料实例701
2026年01月15日
配料实例701
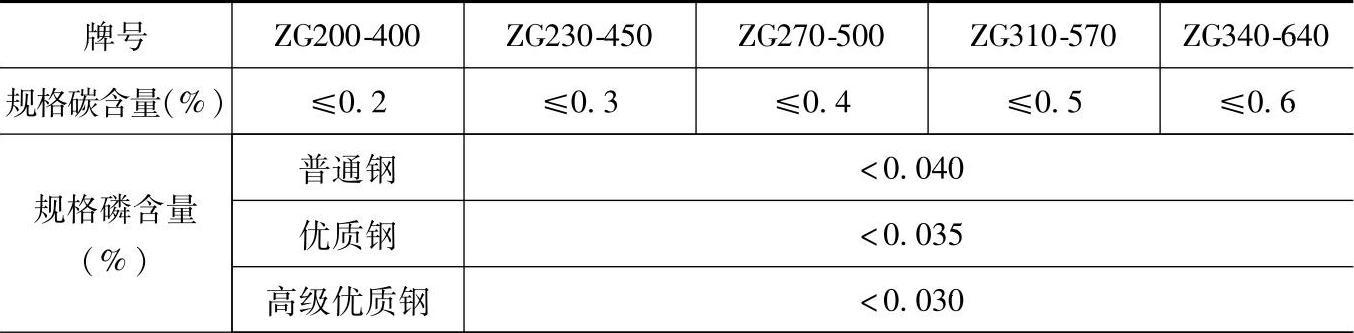
(ZG230-450、ZG270-500、表2.1-6 ZG200-400 的铸造碳钢配料ZG310-570、ZG340-640)
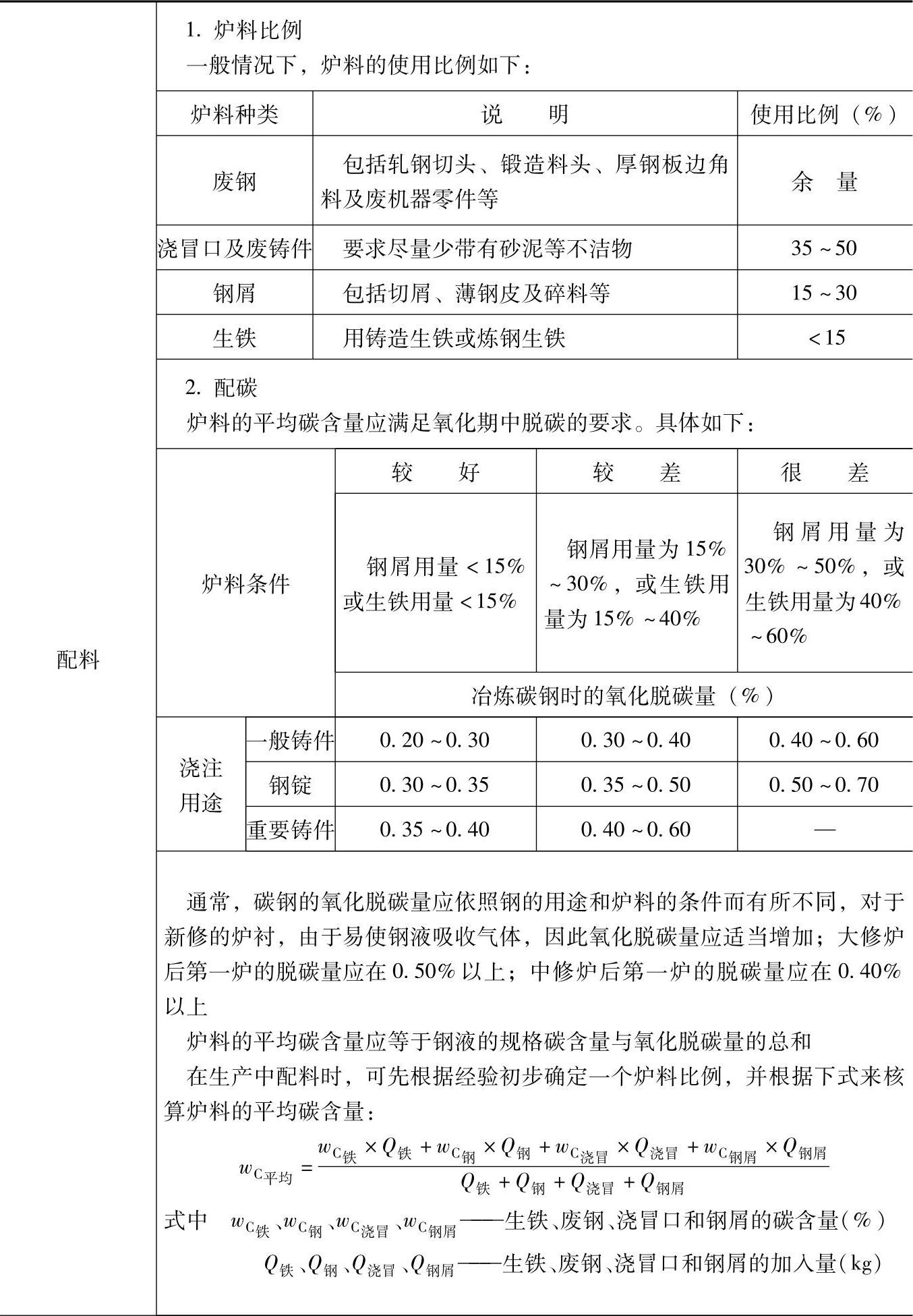
(续)
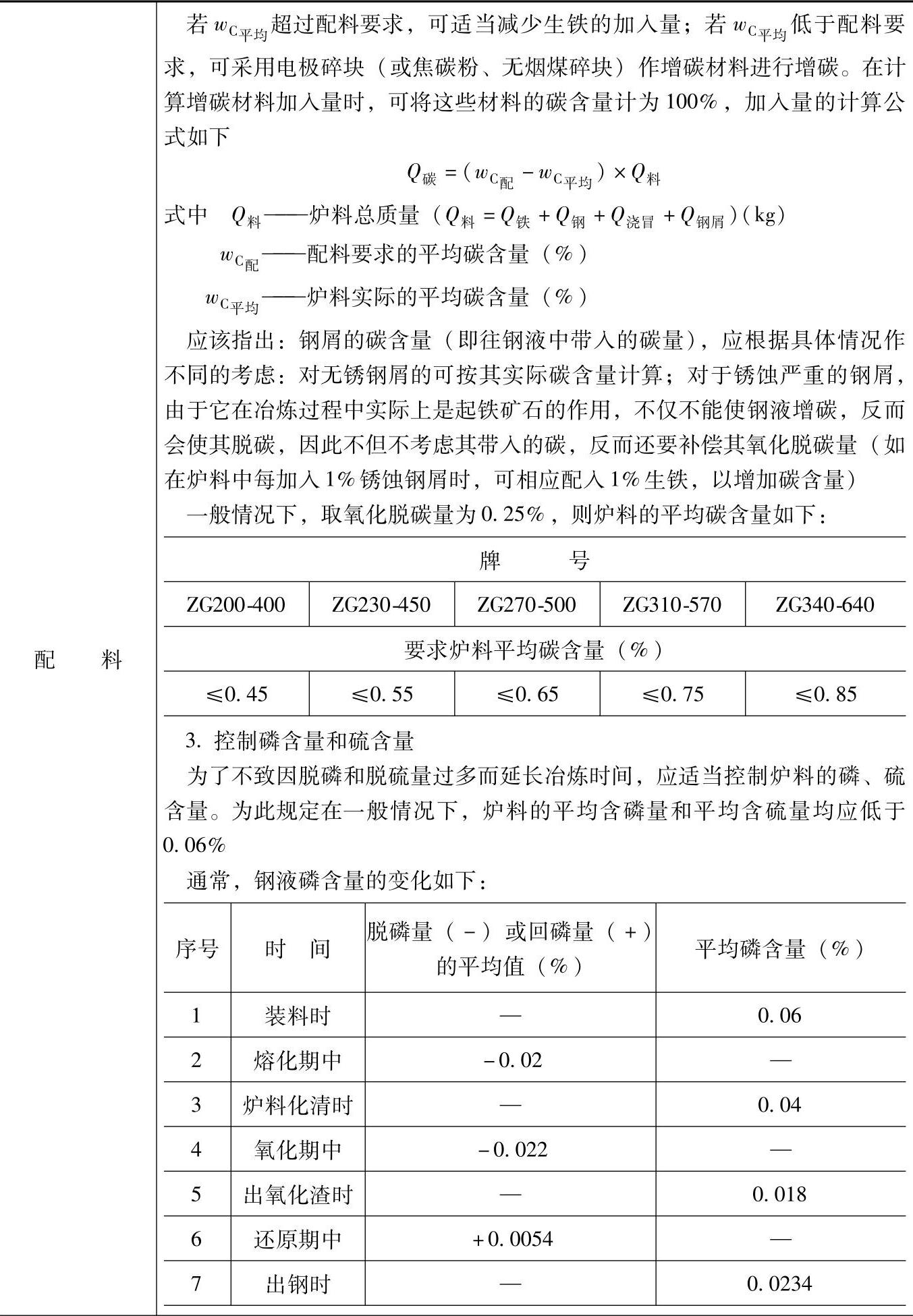
(续)
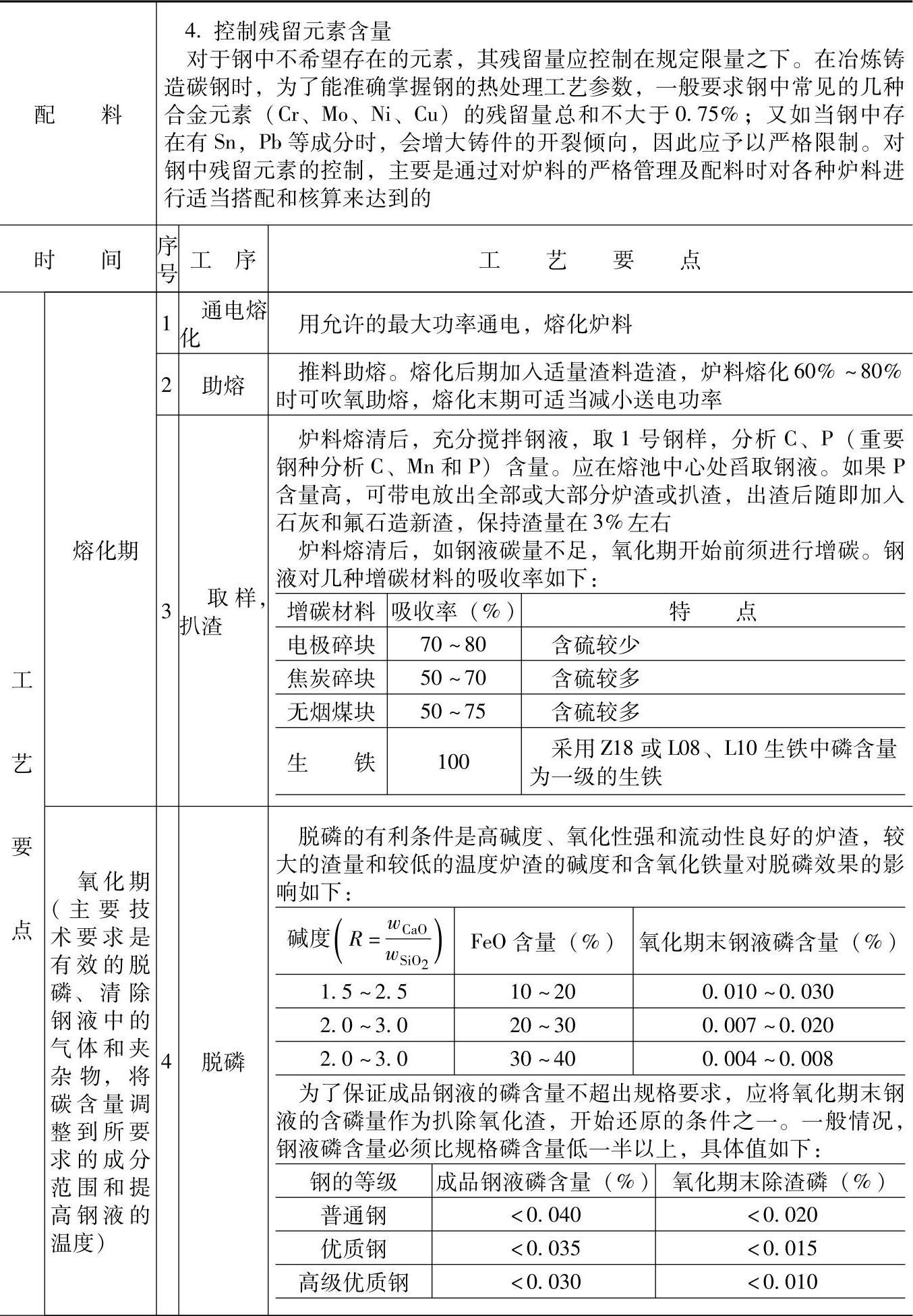
(续)
(续)
(续)
 (https://www.daowen.com)
(https://www.daowen.com)
(续)
(续)
(续)
注:1.采用碱性炉衬电弧炉和氧化法冶炼铸造碳钢。
2.装料前应先检查炉体、炉盖、冷却系统以及电器设备和机械装置是否正常。如有故障,应先排除故障后再装料。
3.为保护炉底,减轻加料时炉底受炉料的冲击,并提前造渣脱磷,可在炉底和炉坡处先铺上约占炉料质量2%的石灰,然后再装料。
4.用开底式装料罐加料时的布料原则是:在料罐底部装一部分小料垫炉底,其上装大块料和中块料,最上部装小块料(及钢屑等薄料);在料罐中对应于炉子高温区的位置装大块料和难熔的炉料;增碳用的电极碎块应装在料罐的下部,以减少在熔化过程中的烧损,保证配碳的准确性。料罐应力求装得紧密,以利于导电和导热。
5.为避免开始时送电时电弧不稳,电流冲击过大,可在装料后,在炉料上面电极下面部位放焦炭数块。
6.装料量应与电弧炉变压器的功率相匹配。应避免经常性地大幅度超载装料,以免因延长炼钢时间而降低钢液质量和增加单位电耗。
7.各成分含量、配料比例和加入量皆指质量分数。