配料实例805
2026年01月15日
配料实例805
表2.5-4 ZG10Cr18Ni9Ti的铸造耐蚀钢配料
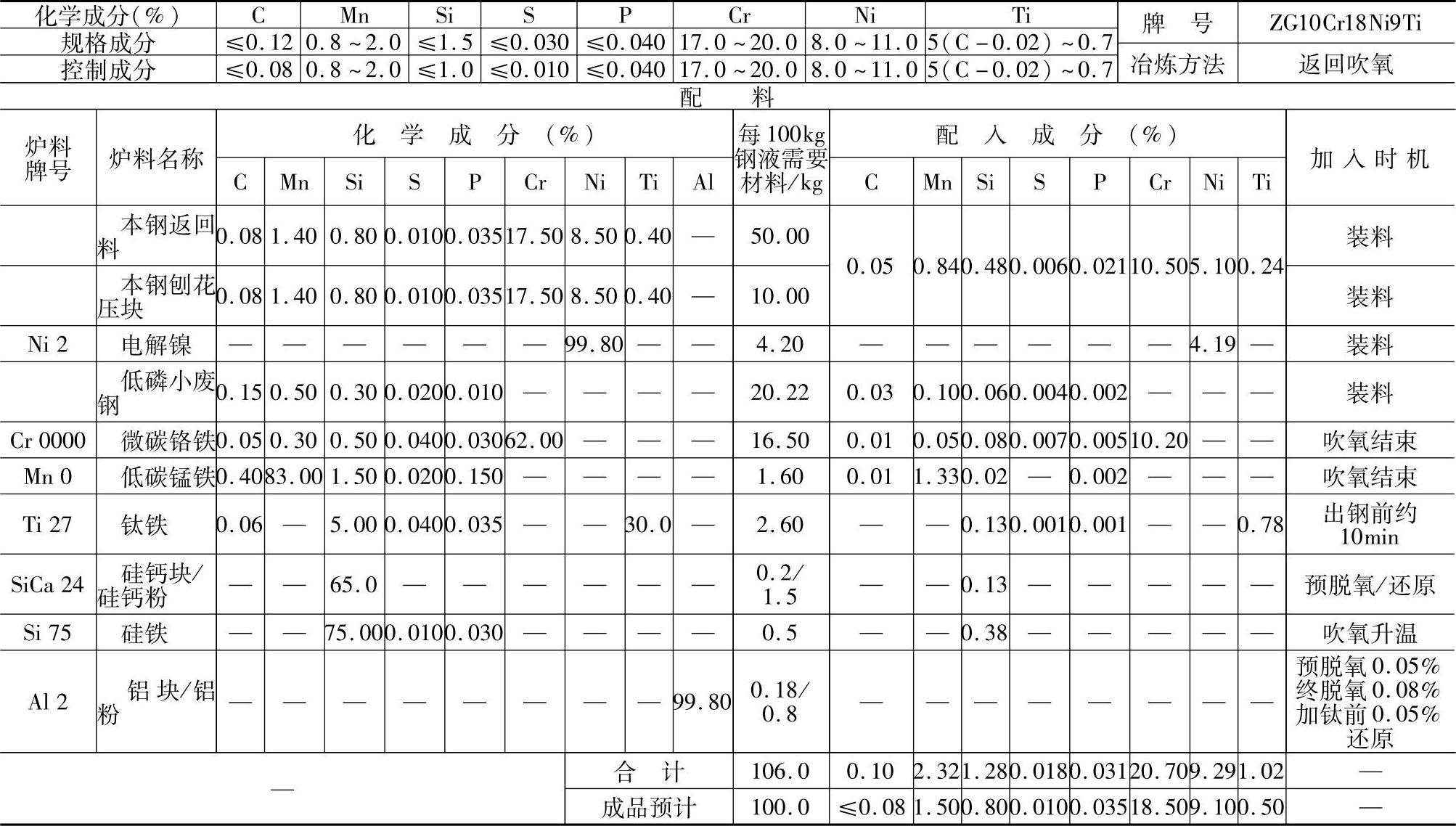
注:1.加料时炉底加炭粉3~4kg/(t钢)。
2.熔毕成分(%):C0.3~0.35,P0.030,Cr12.4,Ni11.3。
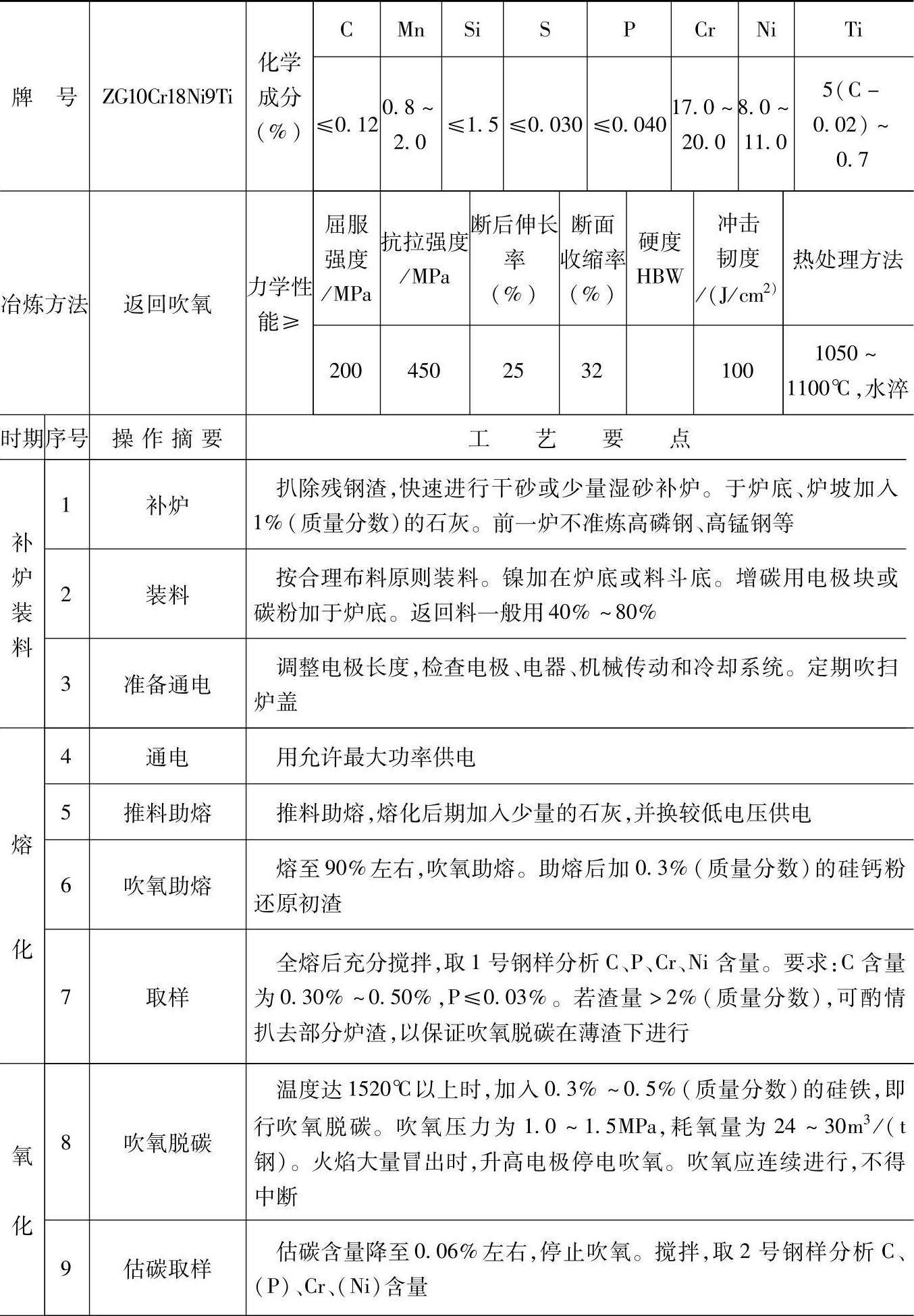
3.采用碱性炉衬电弧炉返回吹氧冶炼,冶炼的工艺要点见表2.5-5。
4.各成分含量和配料比例皆指质量分数。
表2.5-5 ZG10Cr18Ni9Ti的碱性炉衬电弧炉氧化法冶炼的工艺要点
 (https://www.daowen.com)
(https://www.daowen.com)
(续)
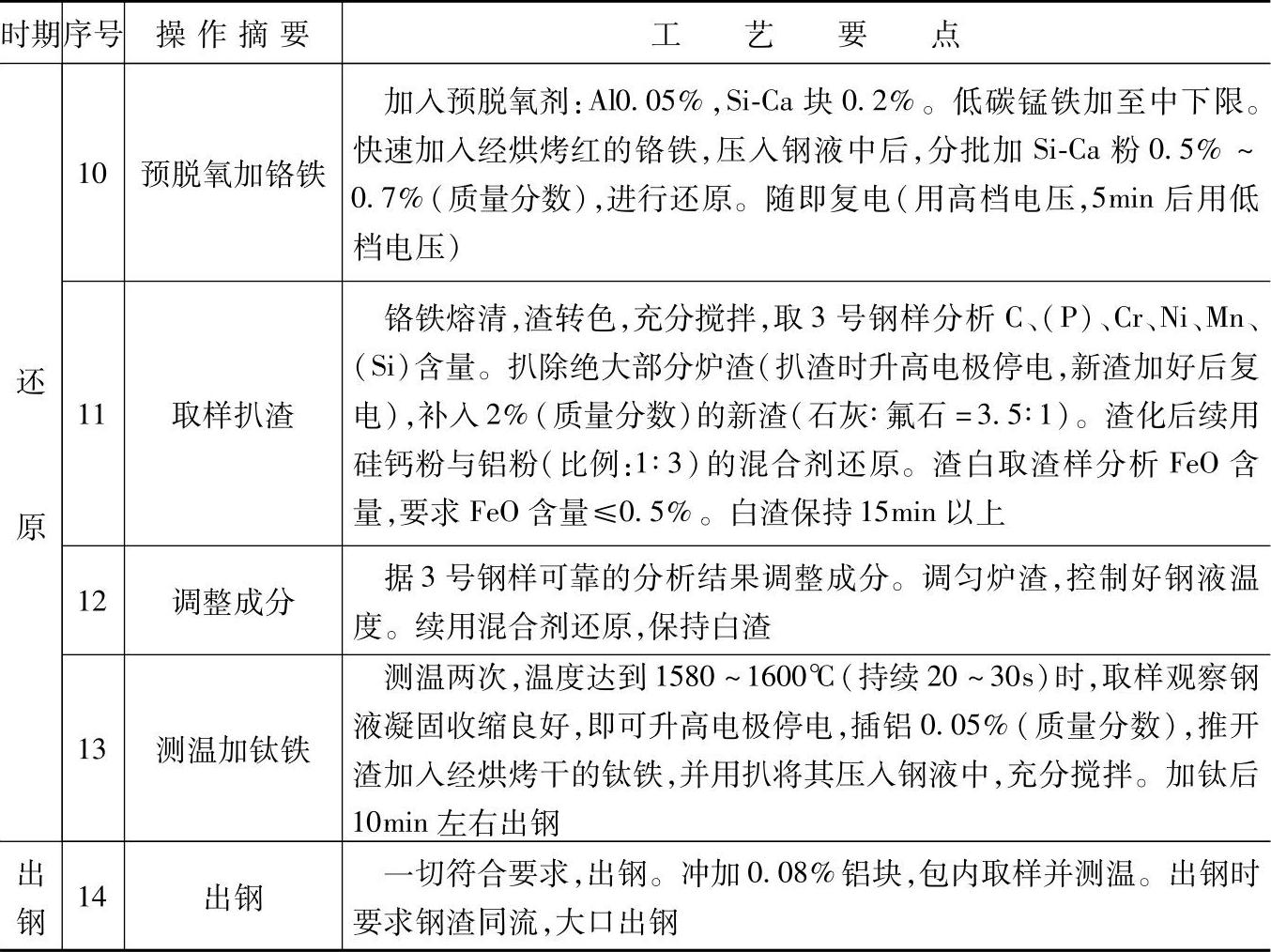
注:1.加钛铁时,钢液温度不得过高过低,渣量不准超过3%(质量分数);钢中Si含量<0.5%;渣中FeO含量≤0.5%,否则应扒渣后加钛铁。
2.如果浇注形状复杂的铸件或小铸件,出钢和浇注温度应适当提高。
3.本表中所指温度,均为光学高温计(WGG2—201型)直接读数。
4.各成分含量皆指质量分数。