表3.1-11 ZAlSi9Mg的铸造铝硅合金配料
(续)
(https://www.daowen.com)
注:1.采用RG—150型电阻炉熔炼。
2.铝液在730~750℃温度下进行精炼变质处理后,扒渣,升温,浇注。浇注温度以740~760℃为宜。在浇注过程中,开始要快浇,以保证叶轮的叶片能快速充满,防止产生浇不到、冷隔等缺陷;浇注后期要慢浇,浇完后要补浇,使叶轮厚实部位得到补缩。
3.各成分含量和配料比例皆指质量分数。
 (https://www.daowen.com)
(https://www.daowen.com)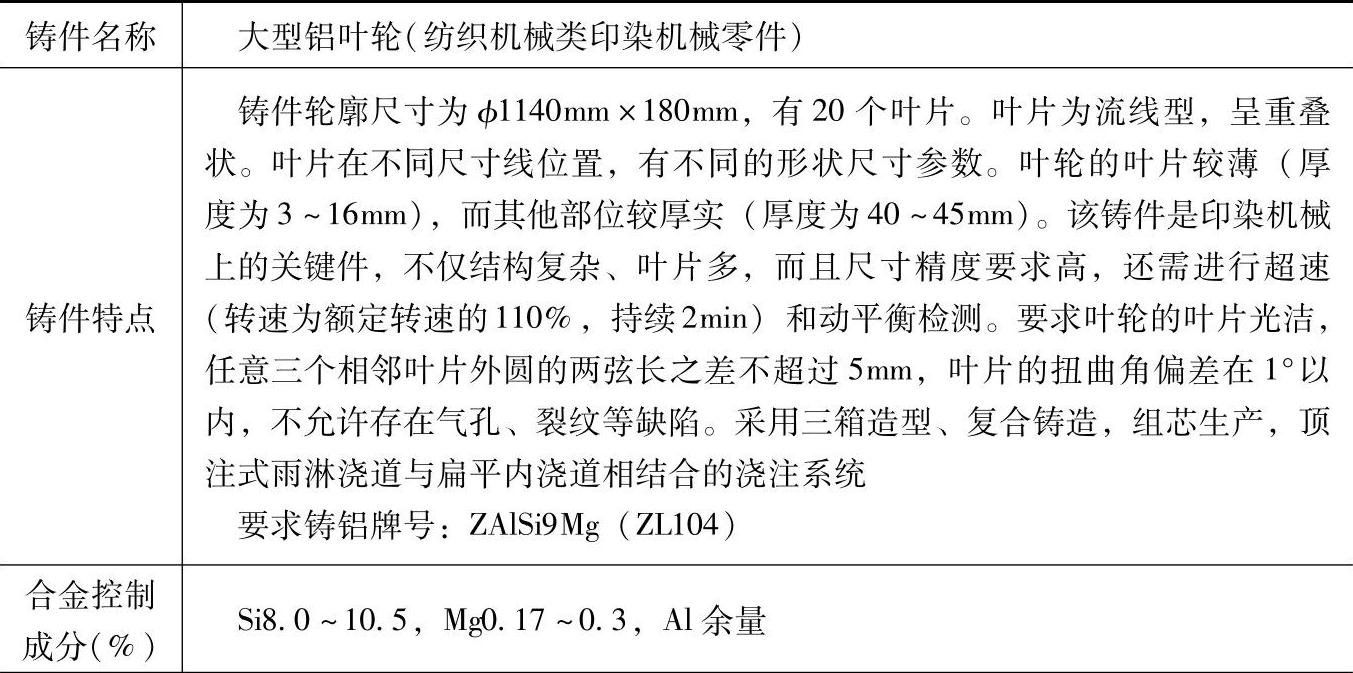
 (https://www.daowen.com)
(https://www.daowen.com)