配料实例454
2026年01月15日
配料实例454
表1.2-89 QT600-3的球墨铸铁配料
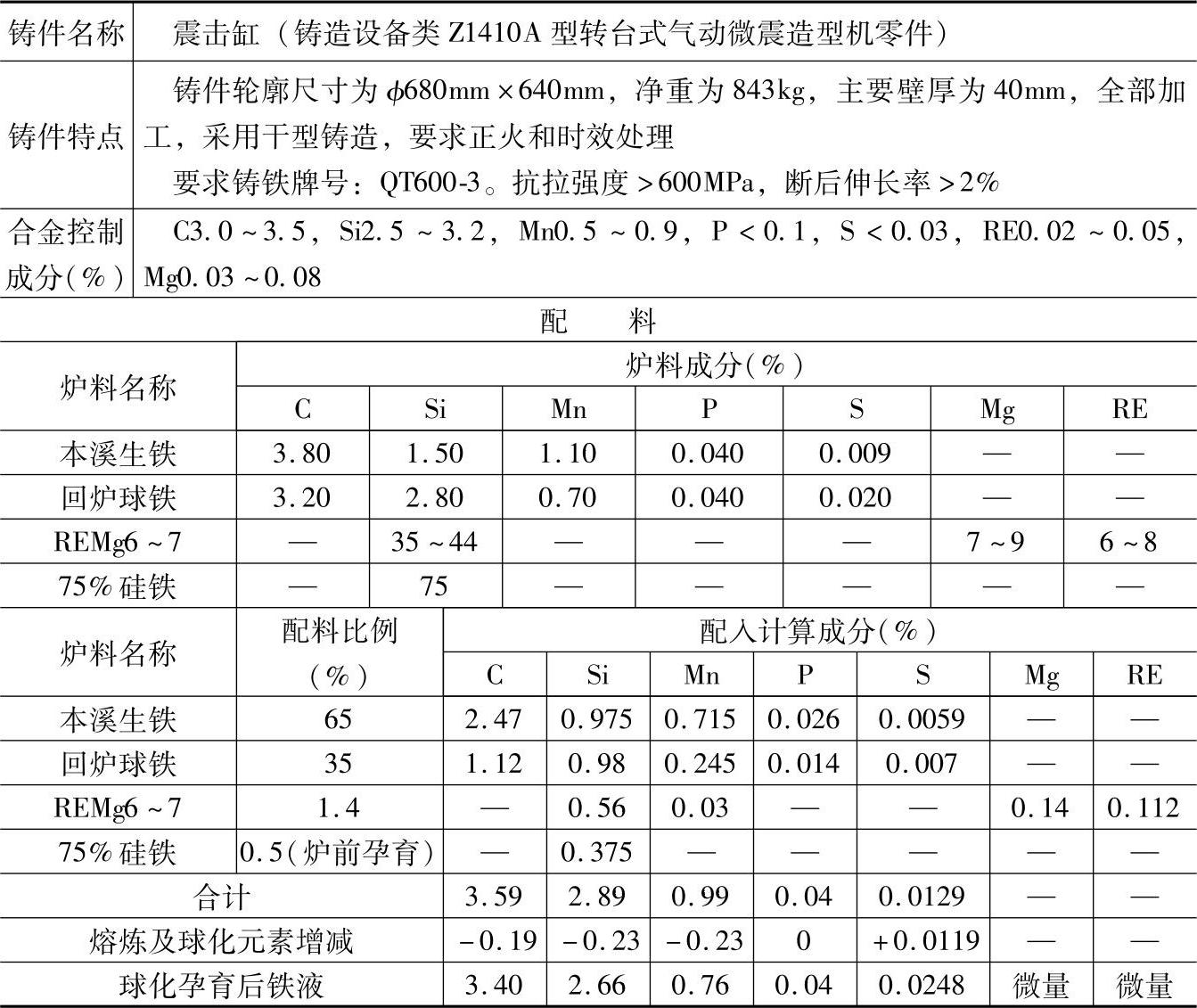
注:1.采用熔炼炉类型:四排小风口主辅倒置曲线炉膛热风冲天炉,炉内硅烧损15%、锰烧损20%。
2.熔炼及球化元素增减包括熔炼及球化反应中的元素增减,碳量未考虑钻样时的石墨球滚落。具体元素含量增减:碳烧损5%、硅烧损8%、锰烧损23%、磷不变硫增加90%。
3.炉前,球铁处理采用盖包球墨铸铁包加上稀土-镁合金球化剂的冲入法处理工艺,用75%硅铁进行孕育处理,用三角试片试验球化情况。
4.正火-回火工艺如下:930~950℃保温3h空冷,550℃保温5h空冷。正火时注意升温和空冷时铸件各部分温度变化速率的均匀,防止产生热处理裂纹。正火和时效后检验试棒力学性能。(https://www.daowen.com)
5.检测结果:
化学成分(%):C3.40,Si2.66,Mn0.76,P0.04,S0.0248,RE、Mg微量;
金相组织:球状石墨量为75%(体积分数),团状石墨量为20%(体积分数),片状石墨量为5%(体积分数),球径45μm,球化率二级;正火前珠光体量为30%(体积分数),铁素体量为70%(体积分数);
力学性能:正火后抗拉强度为755MPa,断后伸长率为2.4%。
6.各成分含量和配料比例皆指质量分数。
7.本配料还适用于铸造机械产品中要求QT600-3的复杂铸件。如Z1410A气动微震造型机活套杆、机体内套,XZ325水平分型箱压实造型线的导轨、震击缸套等铸件。