配料实例457
2026年01月15日
配料实例457
表1.2-92 QT600-3的(合金)球墨铸铁配料
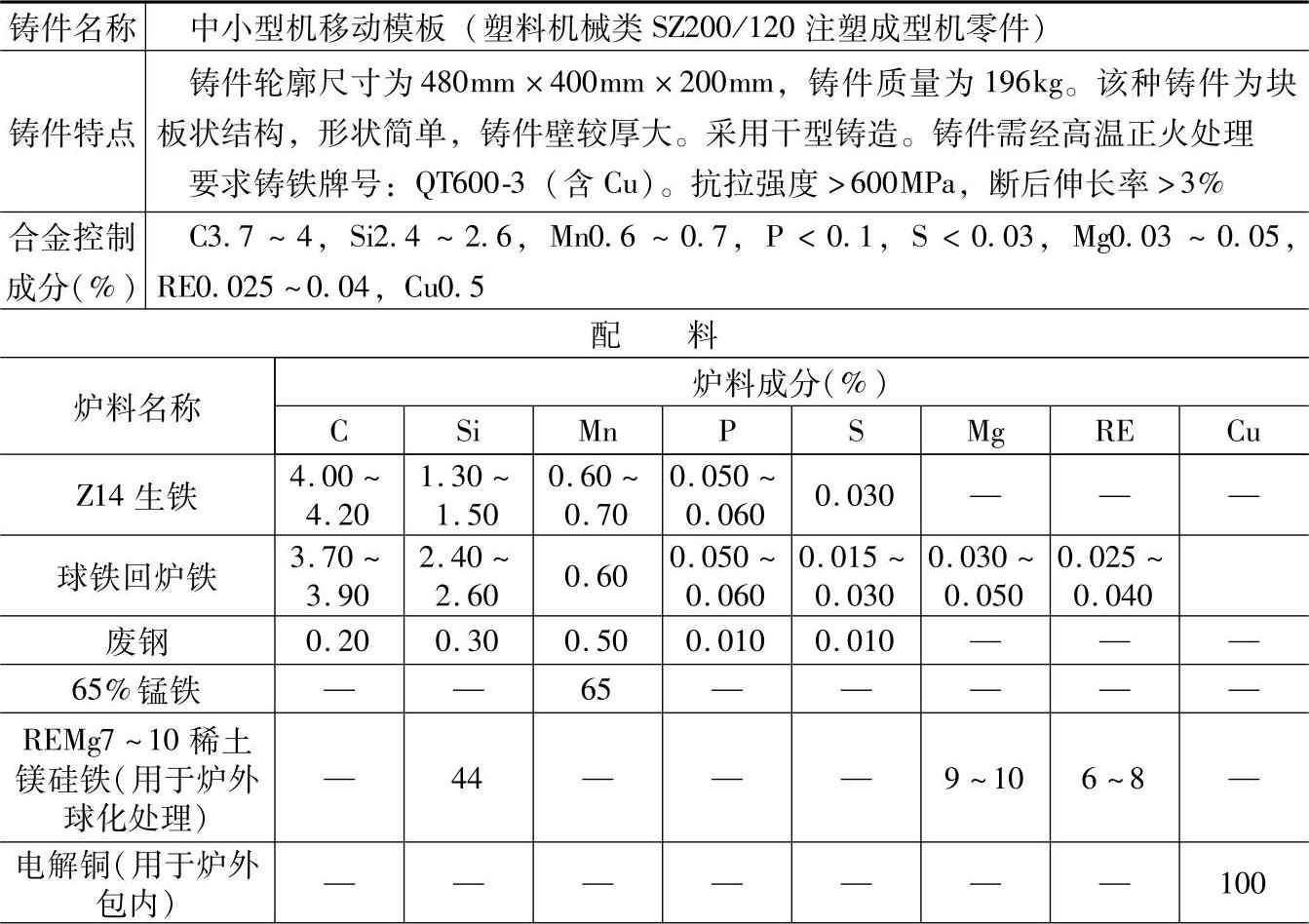
(续)
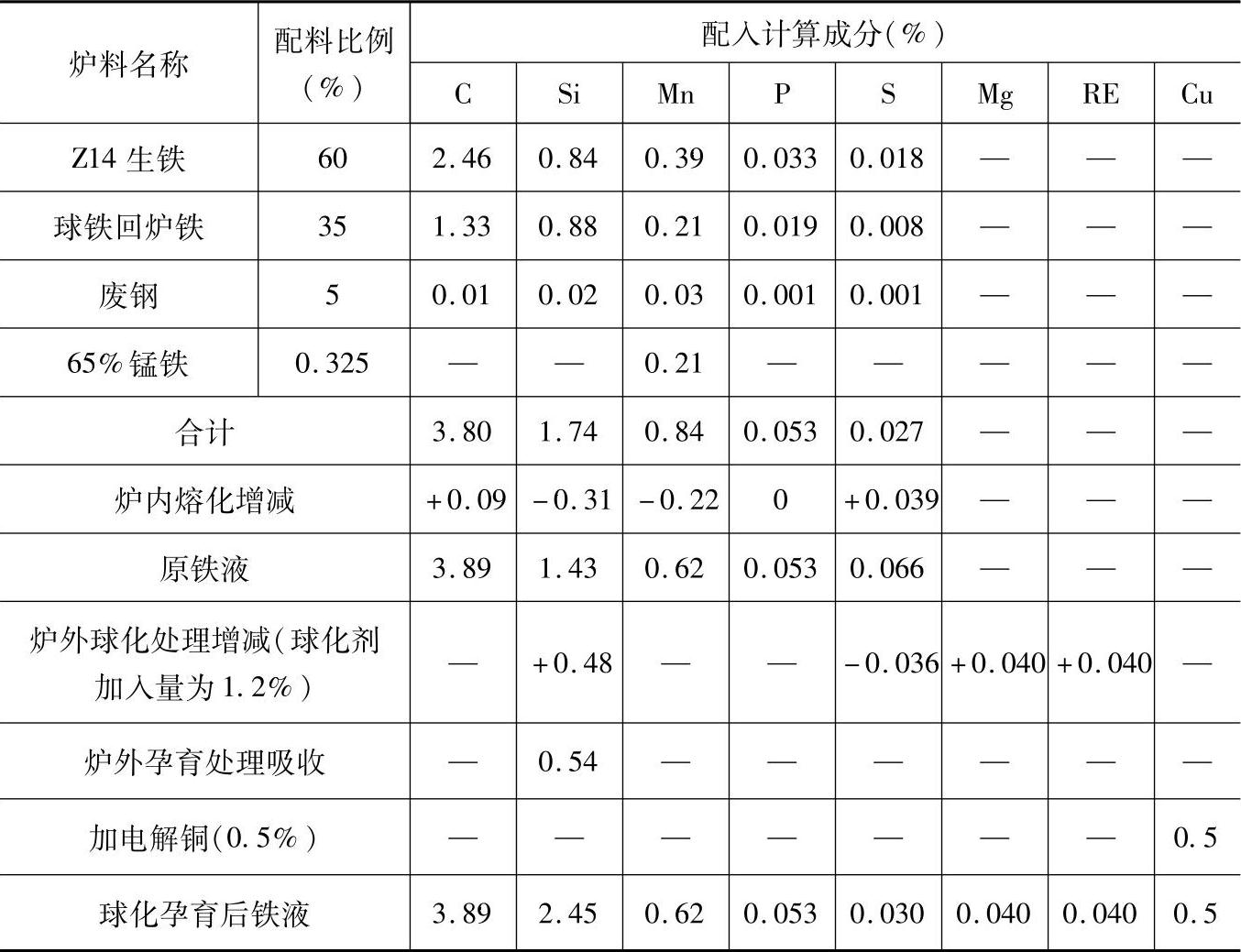
注:1.采用熔炼炉类型:二层大间距风嘴中央送风冷风冲天炉,炉内熔化元素增减率:碳增加2.5%、硅烧损16%~20%、锰烧损24%~28%、磷不变、硫增加120%~180%。
2.炉前球化处理方式用冲入法,用REMg9~10为球化剂,加入量为1.2%(质量分数)。(https://www.daowen.com)
3.炉前孕育处理方式,中小型机的移动模板采用包内一次孕育,硅孕育量为0.6%(质量分数);孕育剂为75%硅铁,孕育剂加入量应将硅孕育量除以0.75。
4.中小型机的移动模板还需在炉前包内加入0.5%(质量分数)的电解铜。
5.炉外球化孕育处理吸收率:硅增加90%,镁增加30%~40%、稀土增加35%~40%、铜增加100%,去硫率为-(50%~60%)。
6.炉前采用φ20mm圆柱形试棒,浇注后速冷敲断后用肉眼观察,再做炉前金相,确定球化程度。
7.C元素化验样品均为薄片取样。
8.各成分含量、配料比例和加入量皆指质量分数。
9.本配料还适用于塑料机械中要求合金球墨铸铁QT600-3(含Cu)的铸件,特别适用于块板状结构,如前模板、后模板等,对其他机械的合金球墨铸铁QT600-3(含Cu)的铸件也适用。