配料实例216
2026年01月15日
配料实例216
表1.1-216 HT200的灰铸铁配料
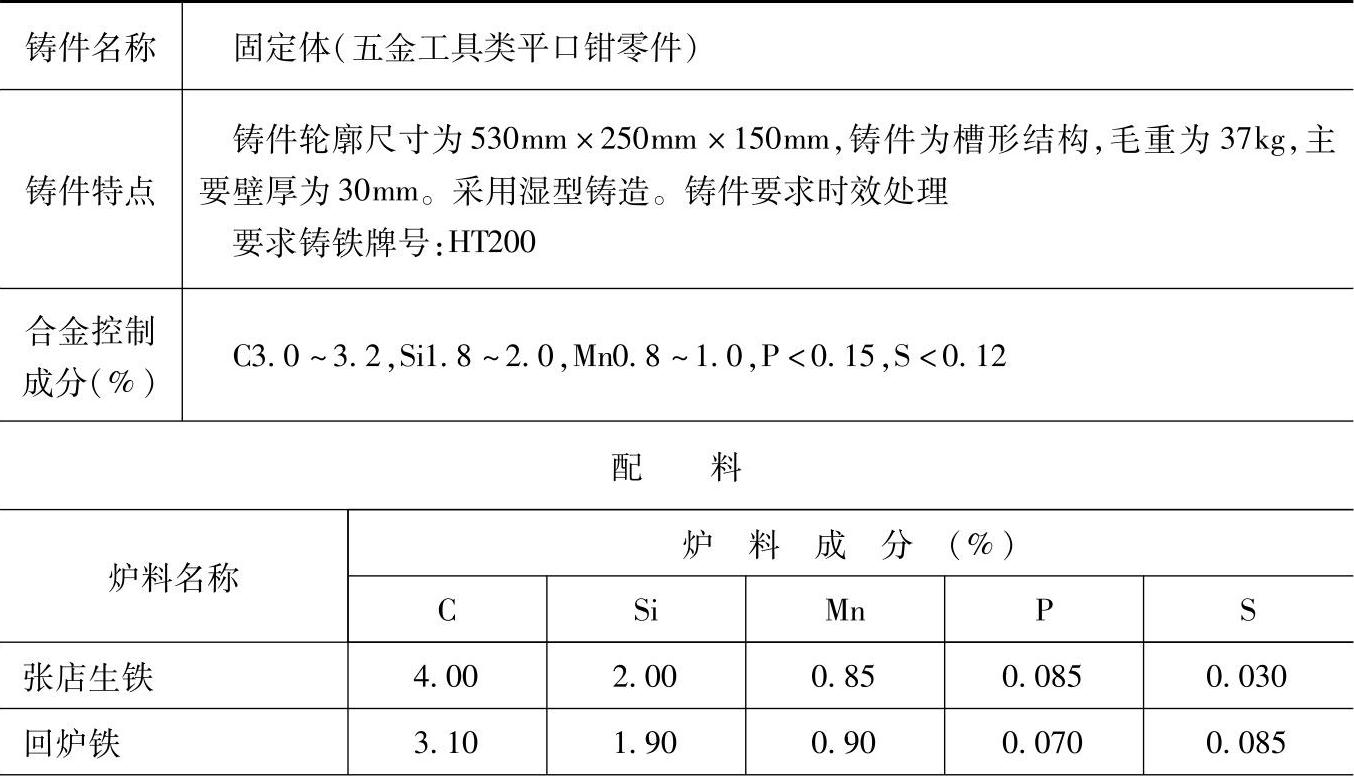
(续)
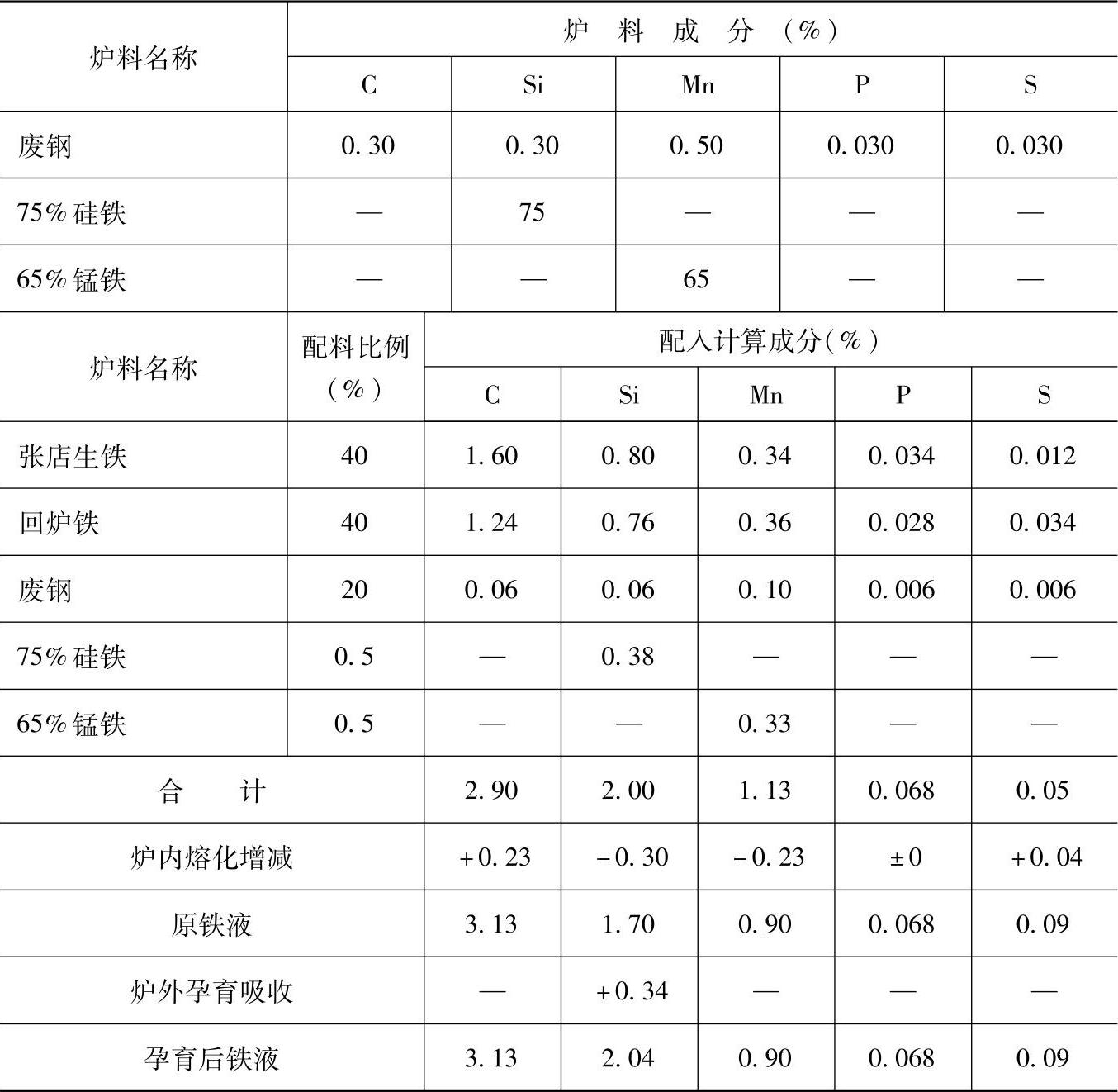
注:1.采用多排小风口曲线炉膛热风冲天炉熔炼,炉内碳增加8%、硅烧损15%、锰烧损20%,磷不变、硫增加80%。(https://www.daowen.com)
2.炉前采用75%硅铁进行孕育处理,粒度为2~6mm,加入量约为2%(质量分数),使用冲入法均匀的加入出铁槽内,加入时间为出铁时间的3/4左右。
3.炉前用三角试片观察断口面白口宽度,控制铁液中的化学成分变化,白口宽度应在4~6mm内。如果白口宽度高于要求,可以在铁液包中补加孕育剂;如果低于要求,可以补加原铁液,直至白口宽度合格为止。
4.检测结果:
化学成分(%):C3.21,Si1.86,Mn0.91,P<0.15,S0.072。
5.各成分含量和配料比例皆指质量分数。
6.本配料还适用于五金工具中要求灰铸铁HT200的燕尾式平口钳、可倾式平口钳、叶片油泵体等铸件。