配料实例594
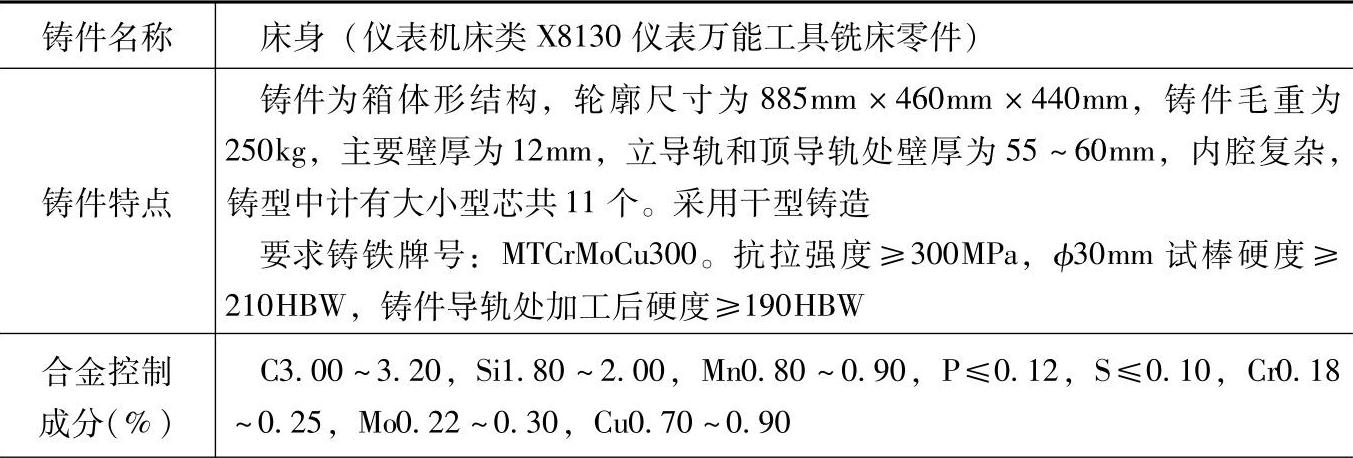
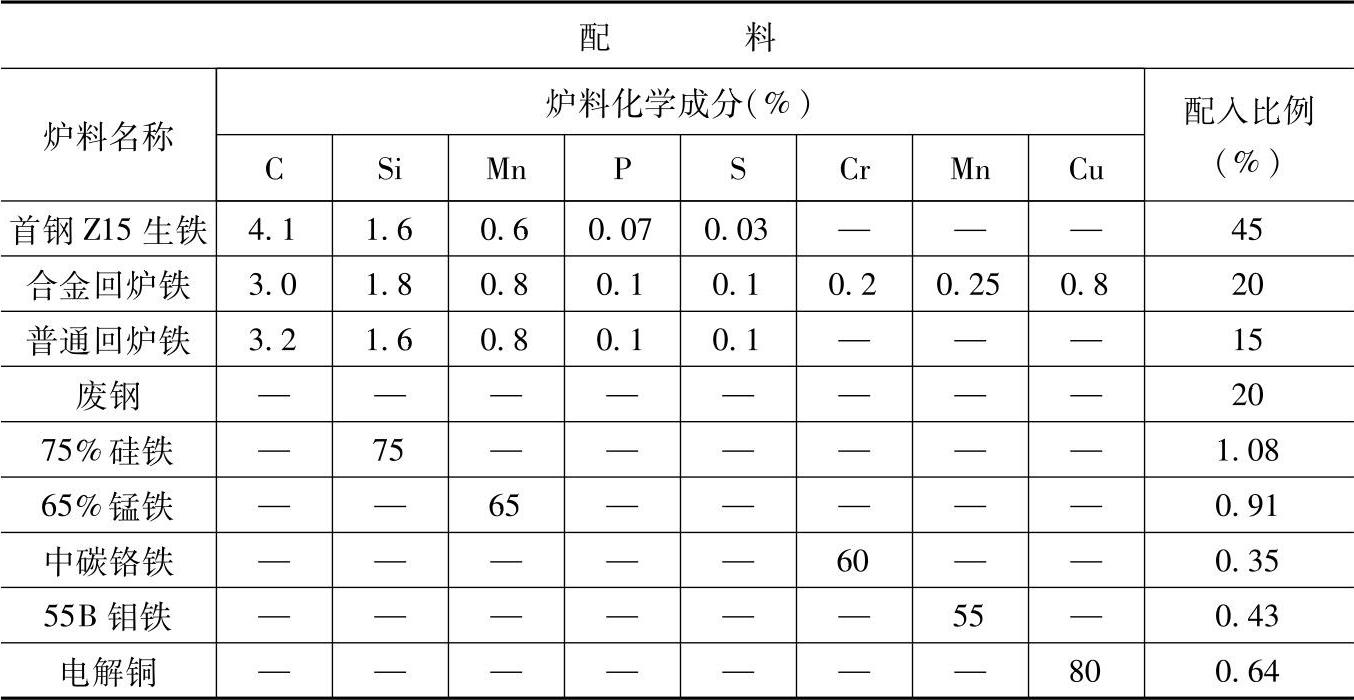
表1.5-51 含Cr、Mo、Cu的合金铸铁(耐磨铸铁)配料
(续)
注:1.配料计算如下:
Si量计算:(Si在炉内烧损以20%计)
生铁带入的Si量=1.6×45%=0.72%
回炉铁带入的Si量=1.8×20%+1.6×15%=0.60%
合计=1.32%
带入的Si减去烧损后还剩余1.32×(1-20%)=1.056%
应补Si量=1.90%-1.056%=0.844%
其中,炉内补Si0.65%,炉外孕育补Si0.20%
加上烧损后炉内应补Si量=0.65÷(1-20)%=0.81%
折合成75Si-Fe量为0.81÷75%=1.08%
Mn量计算:(Mn在炉内烧损以25%计)
生铁带入的Mn量=0.6×45%=0.27%
回炉铁带入的Mn量=0.8×20%+0.8×15%=0.28%
合计=0.55%
带入的Mn减去烧损后还剩余0.55×(1-25%)=0.4125%
应补Mn量=0.85%-0.41%=0.44%
加上烧损后炉内应补Mn量=0.44÷(1-25%)=0.59%(https://www.daowen.com)
折合成65Mn-Fe量为0.59÷65%=0.91%
Cr量计算:(Cr在炉内烧损以15%计)
回炉铁带入的Cr量=0.2×20%=0.04%
带入的Cr减去烧损后还剩余0.04×(1-15%)=0.034%
应补Cr量=0.21%-0.034%=0.18%
加上烧损后炉内应补Cr量=0.18÷(1-15%)=0.21%
折合成60Cr-Fe量为0.21÷60%=0.35%
Mo量计算:(Mo在炉内烧损以10%计)
回炉铁带入的Mo量=0.25×20%=0.05%
带入的Mo减去烧损后还剩余0.05×(1-10%)=0.045%
应补Mo量=0.26%-0.045%=0.215%
加上烧损后炉内应补Mo量=0.215÷(1-10%)=0.24%
折合成55Mo-Fe量为0.24÷55%=0.43%
Cu量计算:(Cu在冲天炉内无烧损)
炉料带入的Cu量=0.8×20%=0.16%
应补Cu量为0.8%-0.16%=0.64%
2.采用熔炼炉类型:两排风口冷风冲天炉,熔化率为1.5t/h,炉内硅烧损约20%、锰烧损约25%、铬烧损约15%、钼烧损约10%、铜基本不烧损。
3.合金元素Cr、Mo、Cu都在炉后加入。
4.炉前,用75%硅铁进行包中孕育处理,加入量约为0.3%(质量分数)。
5.本配料还适用于X8130仪表万能工具铣床中要求耐磨铸铁MTCrMoCu300的主轴座、升降台、垂直工作台等铸件,也还适用于C0608—1仪表车床中要求耐磨铸铁MTCrMoCu300的刀架、刀架座、纵刀架、下滑板等铸件。
6.MTCrMoCu300的主要含义如下: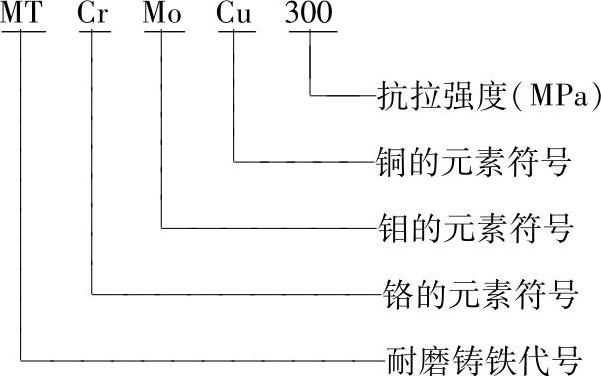
7.各成分含量和配料比例皆指质量分数。