配料实例854
2026年01月15日
配料实例854
表3.1-14 ZAlSi9Mg的铸造铝硅合金配料
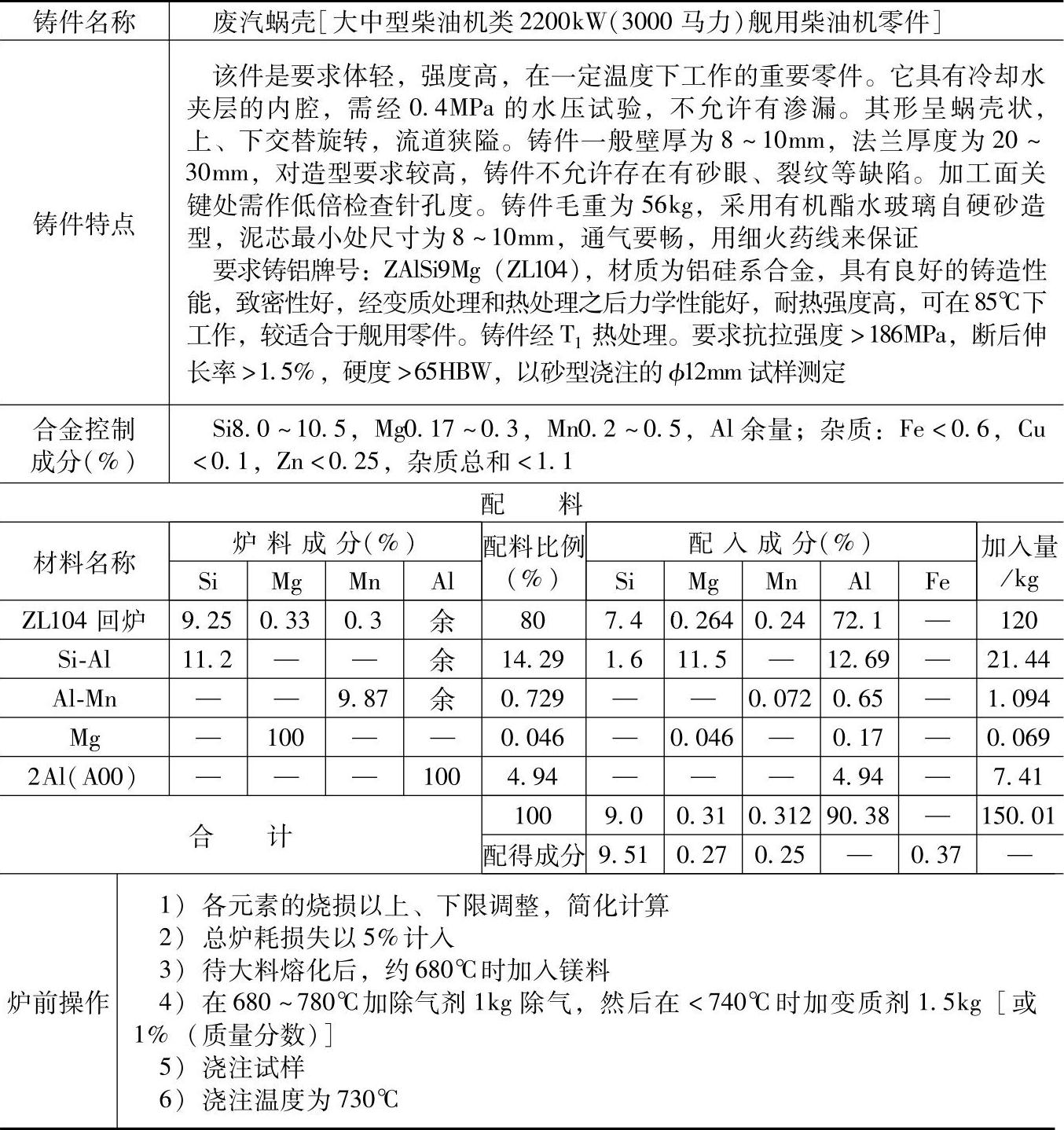
注:1.采用熔炼炉类型:燃油反射炉。
2.炉前检查:
1)对熔炼过程加强控制,定时测温。
2)在变质处理后浇注之前,需浇注φ80mm×20mm的圆饼形试样,作凝固过程观察,确定表面气泡析出情况,以判断精炼效果。
3)断口检查,在砂型中浇注φ30mm×150mm试样,以判别其断口呈银色组织细小致密为佳,浇注温度为750~760℃。(https://www.daowen.com)
3.检测结果:
力学性能:抗拉强度为320MPa,断后伸长率为4%,硬度为95HBW;
化学成分(%):Si9.5%,Mg0.27%,Mn0.25%,Fe0.37%,Al89.6%。
4.各成分含量和配料比例皆指质量分数。
5.本配料适合于同类牌号材料的柴油机泵体等铸件。