配料实例422
2026年01月15日
配料实例422
表1.2-65 QT500-7的球墨铸铁配料
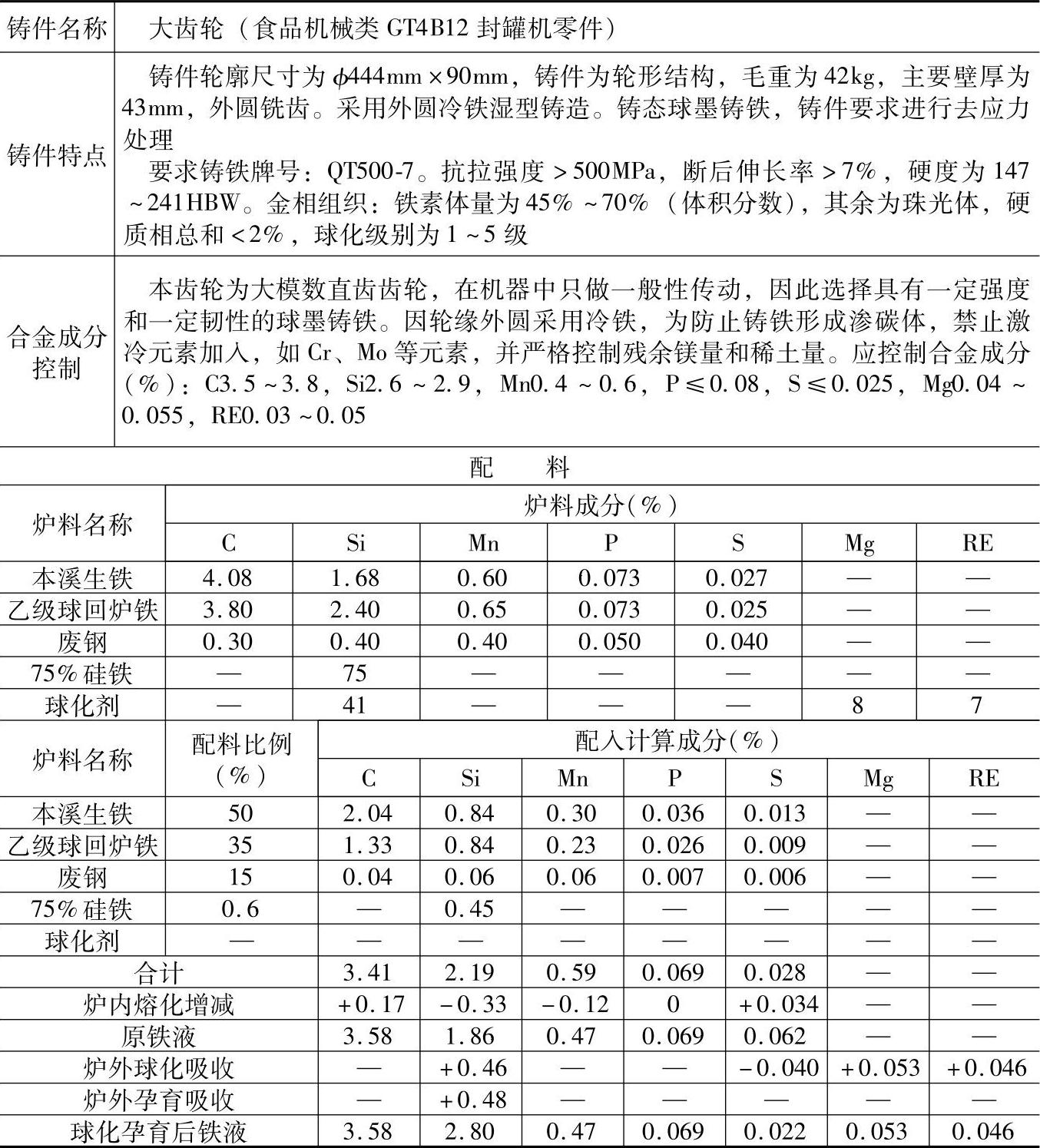
注:1.采用熔炼炉类型:单风箱二排大间距热风冲天炉,熔化率为4~5t/h,炉内碳增加5%、硅烧损15%、锰烧损20%、硫增加120%、磷不变。
2.炉前,球化处理采用稀土镁包内冲入法,100kg铁液加REMg7~8球化剂1.4kg,镁稀土总吸收率为47%,脱硫65%,硅吸收率为80%;用75%硅铁作球化剂表面覆盖剂,加入量为0.2%(质量分数)。(https://www.daowen.com)
3.炉前用三角试片检验断口,控制铁液成分,用75%硅铁进行孕育处理,100kg铁液加75%硅铁0.8kg,吸收率为80%。
4.浇注厚度为25mm的楔形试块,检查球化等级、力学性能、金相组织和化学成分。
5.各成分含量和配料比例皆指质量分数。
6.本配料还适用于注胶机中要求球墨铸铁QT500-7的内花键、波形切板机中的带轮和灌酒机中的中心盘、齿轮等铸件。