配料实例728
2026年01月15日
配料实例728
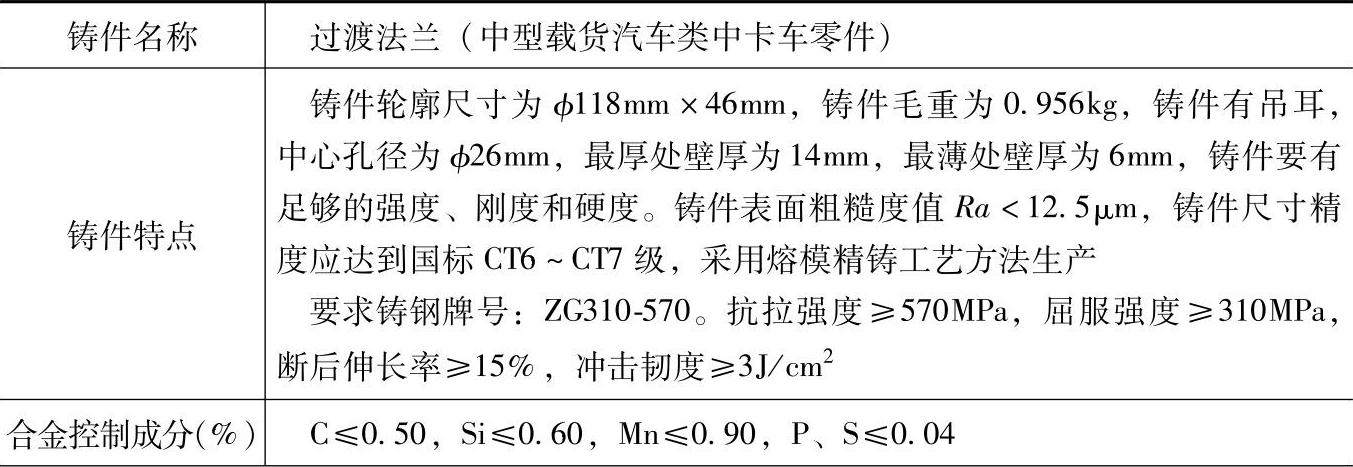
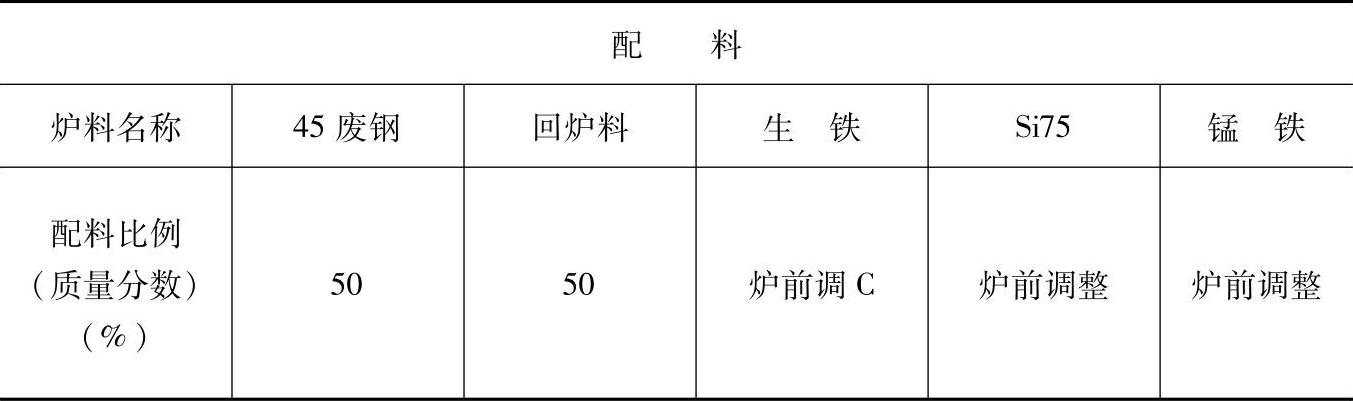
表2.1-30 ZG310-570的铸造碳钢配料
(续)
注:1.采用熔炼炉类型:中频感应电炉,熔化率为0.5t/h,炉内碳烧损率为5%~15%、锰烧损率为10%~20%、铬烧损率为5%~10%、钛烧损率为40%~60%、钼烧损率为5%~12%、钨烧损率为3%~5%。
2.对炉料块度要求:
圆钢:直径≤60mm,长度≤400mm。
直径≥60mm,长度<200mm。
方钢:边长≤50mm,长度>200mm。
边角余料:断面尺寸<160mm×160mm,厚度3~20mm。
不规则形状废钢:尺寸<120mm×120mm×120mm。
脱氧剂块度:10~25mm。
3.配料比例计算: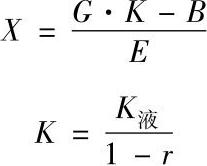 (https://www.daowen.com)
(https://www.daowen.com)
式中 X——需补加的合金质量;
G——炉料质量;
B——各种炉料代入元素的总质量;
E——合金的元素含量(%);
K——元素的计算成分(%);
K液——钢液中的元素成分(%);
r——元素的烧损率(%)。
4.根据炉前报告调整成分,并脱氧。
脱氧剂加入时的温度:小铸件为1570~1590℃;大铸件为1550~1570℃。
合金加入顺序:锰铁—硅铁—铝—硅钙。
5.钢液化学成分(%):C0.44~0.50,Si0.25~0.40,Mn0.55~0.75,P≤0.03,S≤0.03。
6.各成分含量和配料比例皆指质量分数。