配料实例577
2026年01月15日
配料实例577
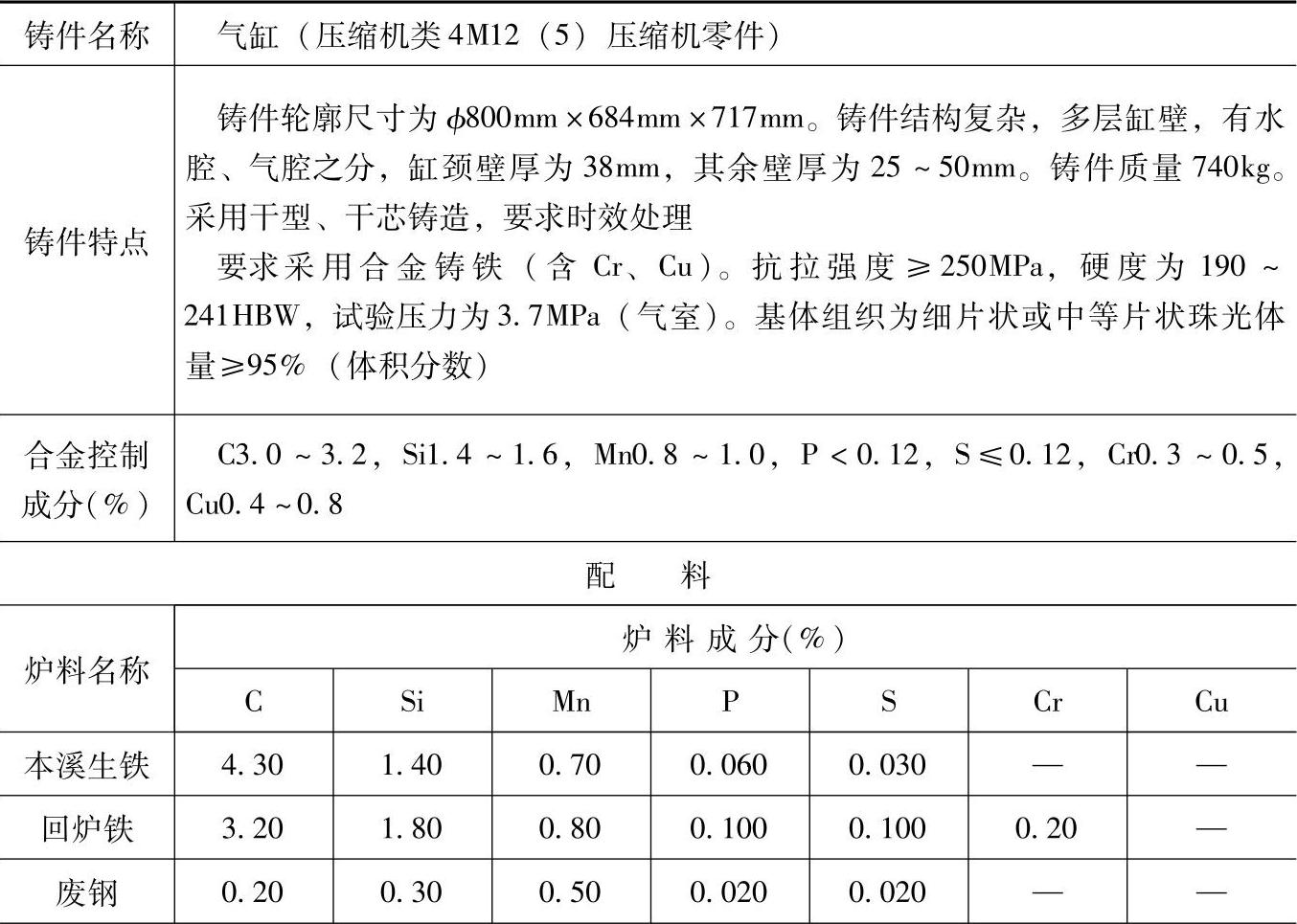
表1.5-34 含Cr、Cu的合金铸铁(耐磨铸铁)配料
(续)
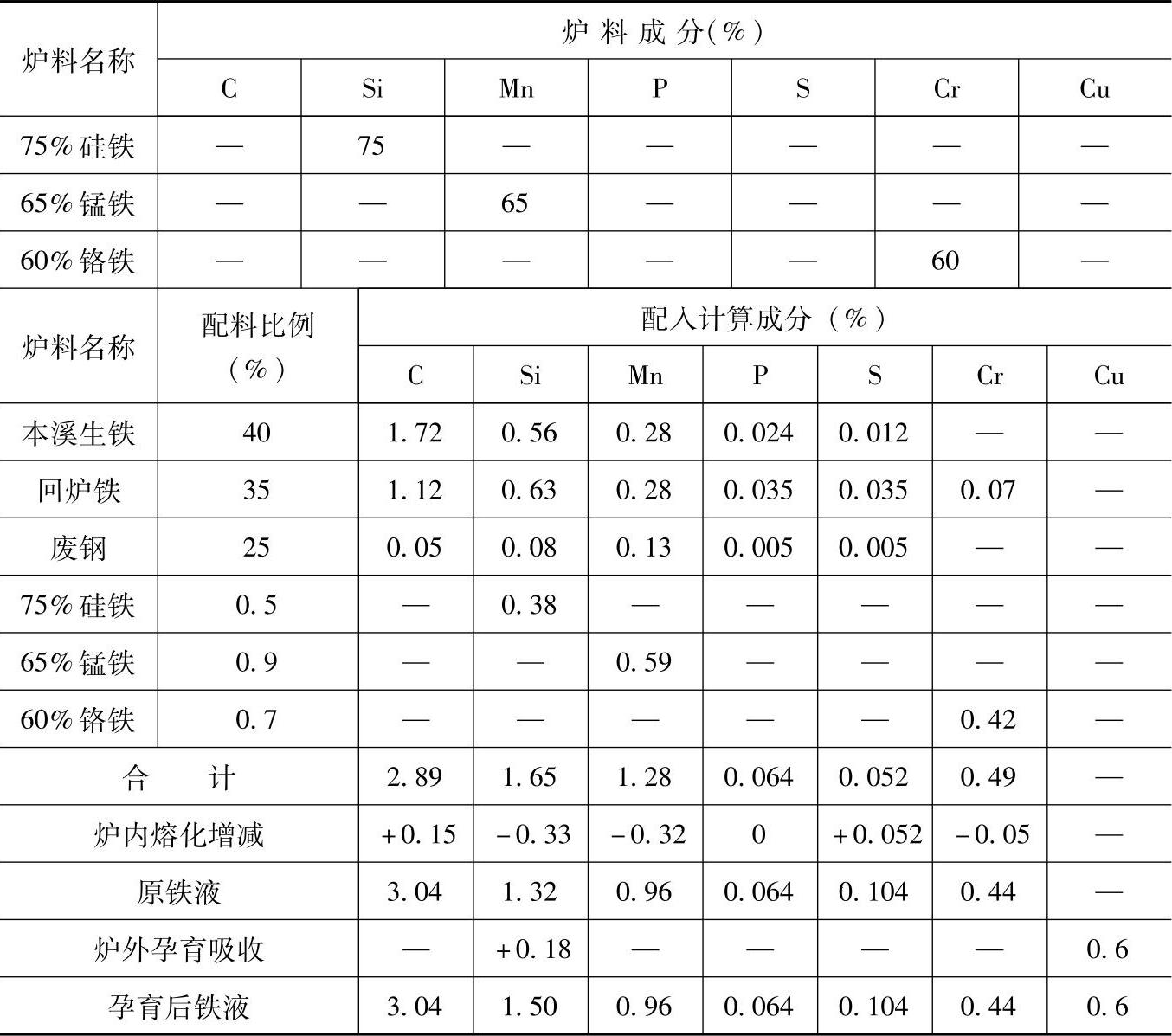
注:1.采用熔炼炉类型:中央送风热风冲天炉,熔化率为5t/h,炉内碳增加5%、硅烧损20%、锰烧损25%、硫增加100%、铬烧损10%、磷不变。
2.炉后,铬以铬含量≥55%的铬铁在批料中加入。
3.炉前,铜用电解铜并剪成小块在炉前出铁槽中加入,100kg铁液加99.99%电解铜0.6kg,吸收率为100%。(https://www.daowen.com)
4.炉前,用75%硅铁进行孕育处理,加入量为0.3%(质量分数),吸收率为80%。用三角试片检验白口宽度大小,控制铁液成分,孕育后三角试片白口宽度为9~11mm。
5.验收项目:力学性能,金相组织。
6.检测结果:
化学成分(%):C3.10,Si1.54,Mn0.97,P0.069,S0.102,Cr0.42,Cu0.63;
力学性能:抗拉强度为277MPa,硬度为221~226HBW;
金相组织:片状珠光体量>95%(体积分数),片状石墨长为10~15μm。
7.各成分含量和配料比例皆指质量分数。
8.本配料还适用于压缩机壁厚为25~40mm的中等工作压力气缸、缸盖、缸座、活塞等铸件。