配料实例673
2026年01月15日
配料实例673
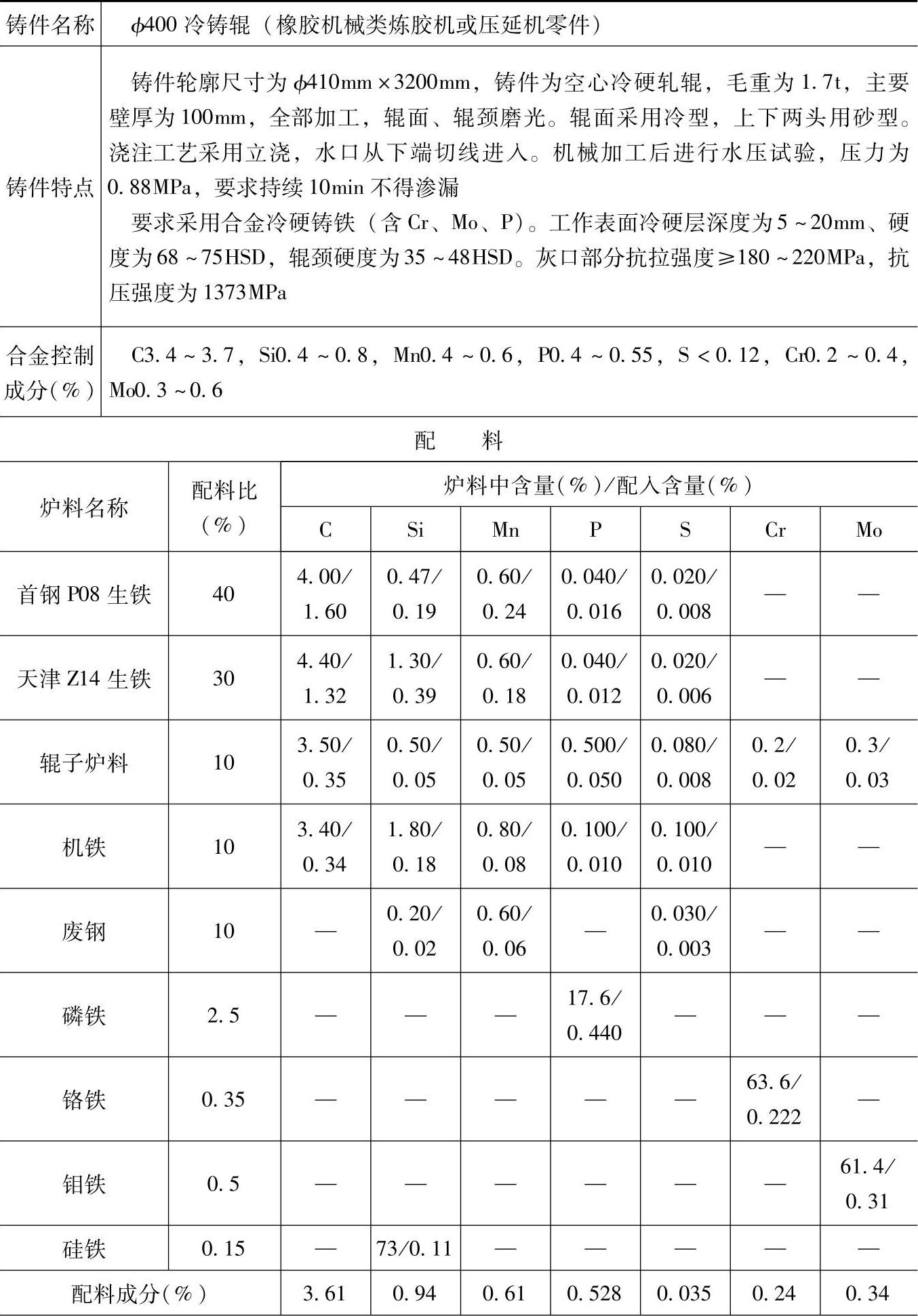
表1.6-25 含Cr、Mo、P的冷硬铸铁配料
(续)
 (https://www.daowen.com)
(https://www.daowen.com)
注:1.采用熔炼炉类型:四排风口曲线炉膛冷风冲天炉,熔化率为5t/h,炉内硅烧损15%~20%、锰烧损30%~25%。
2.炉前,通过25mm×100mm×180mm检查试片的白口宽度来控制化学成分,对φ400mm辊筒试片,控制白口宽度为20~30mm,白口过大在出铁槽冲入75%硅铁,以调整降低白口;若白口小则在铁液包中压入碲(Te)以增加白口。每根辊筒备有记号,记下炉后化学成分、硬度、白口宽度作为以后备查。
3.检测化学成分(%):C3.66,Si0.77,Mn0.47,P0.416,S0.101,Cr0.22,Mo0.4。
4.各成分含量和配料比皆指质量分数。
5.本配料还可用来浇注要求合金冷硬铸铁(含Cr、Mo、P)的φ320mm、φ200mm合金冷硬轧钢辊。