配料实例431
2026年01月15日
配料实例431
表1.2-74 QT500-7的(合金)球墨铸铁配料
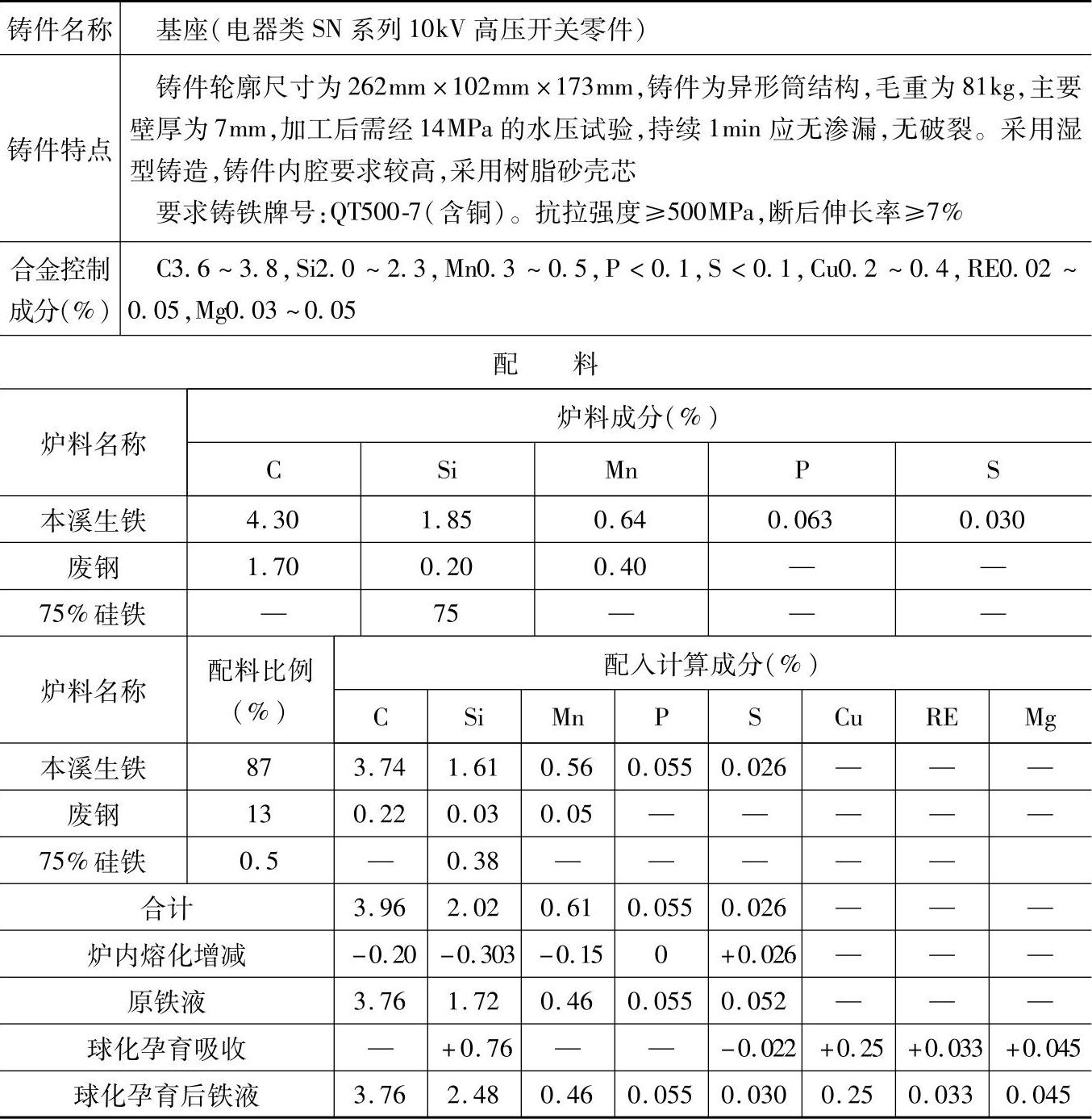
注:1.采用多排小风口热风冲天炉熔炼,熔化率为3t/h,炉内熔化元素增减:碳烧损5%、硅烧损15%、锰烧损25%、磷不变、硫增加100%。
2.球化剂成分:5.5%RE、7.5%Mg、42%Si,加入量为1.5%(质量分数);孕育剂为75%硅铁,加入量为0.6%(质量分数);并加0.3%(质量分数)纯铜切屑。
3.炉前,浇注圆柱试棒,冷却后敲断观察断口,判断球化及孕育效果。(https://www.daowen.com)
4.检测结果:
化学成分(%):C3.58,Si2.44,Mn0.59,P0.072,S0.031,RE0.044,Mg0.030;
力学性能:抗拉强度为549MPa,断后伸长率为9%。
5.各成分含量和配料比例皆指质量分数。
6.本配料还适用于电器产品中要求合金球墨铸铁QT500-7的电焊机的套筒,对焊机的托架、连杆,UN系列焊机的气缸座以及冷冲模架的底板等铸件。