配料实例1014
2026年01月15日
配料实例1014
表3.7-3 YZAlSi10Mg的压铸铝合金配料
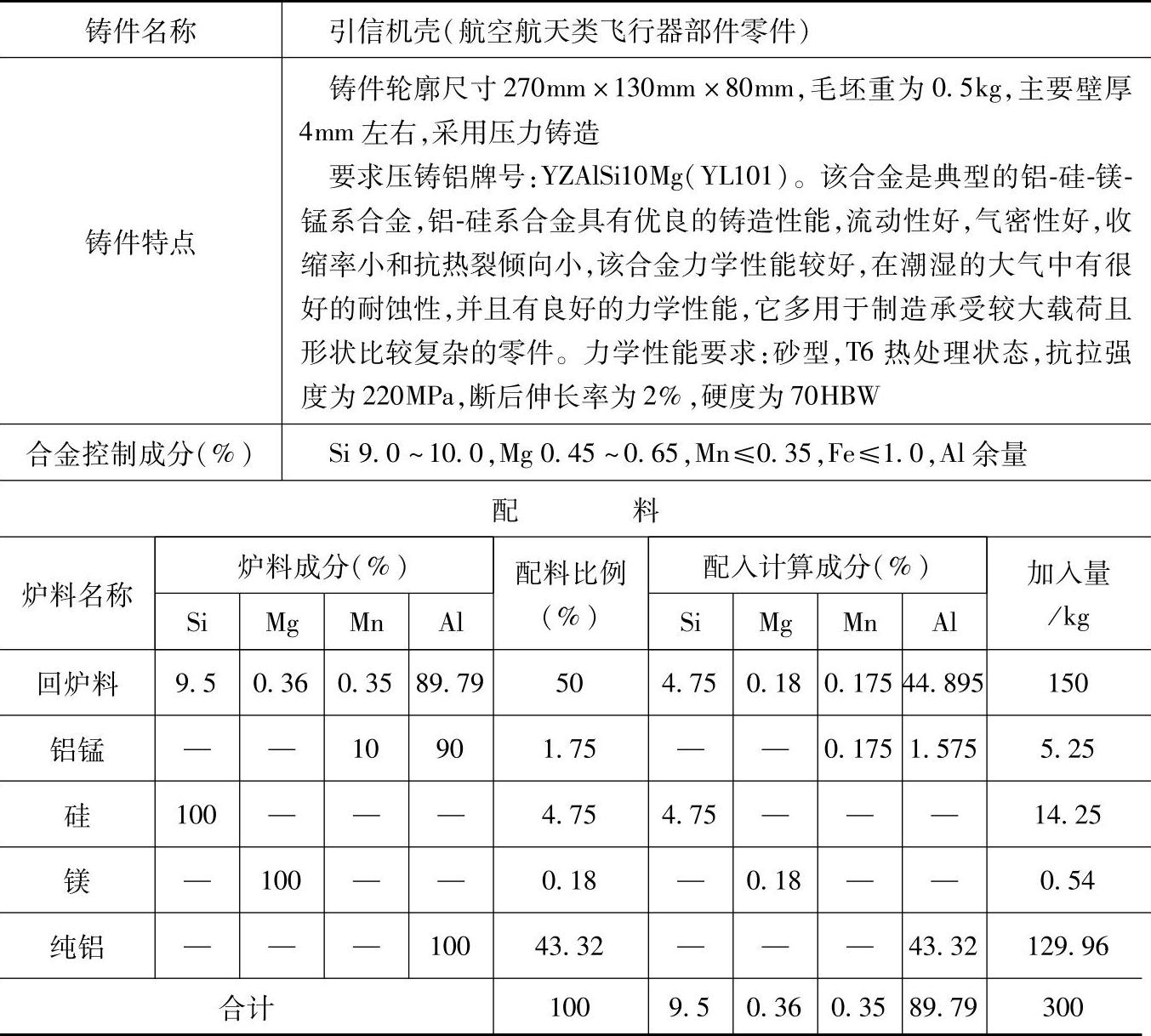
注:1.采用熔炼炉类型:120A—300kg电阻坩埚炉。
2.炉前操作:
1)装炉熔化顺序:回炉料→纯铝→硅→铝锰,熔化后搅拌均匀,在温度为680~700℃时加镁;
2)进行熔化精炼和变质处理;
3)浇注前轻微搅拌,按铸件工艺要求调整温度浇注。(https://www.daowen.com)
3.检测结果:
力学性能:砂型,T6热处理状态,抗拉强度为260MPa,断后伸长率为3.5%,硬度为75HBW;
化学成分(%):Si 9.2,Mg 0.24,Mn 0.34,Fe 0.20,Al余量。
4.各成分含量和配料比例皆指质量分数。
5.本配料还适用于要求压铸铝合金YZAl10Mg(YL-104)的承受高负荷的大尺寸的砂型和金属型铸件,如传动机匣、气缸体、气缸盖、阀门、带轮、盖板、工具箱等飞机、船舶和汽车的其他零件。