配料实例582
2026年01月15日
配料实例582
表1.5-39 含Cr、Cu的合金铸铁(耐磨铸铁)配料
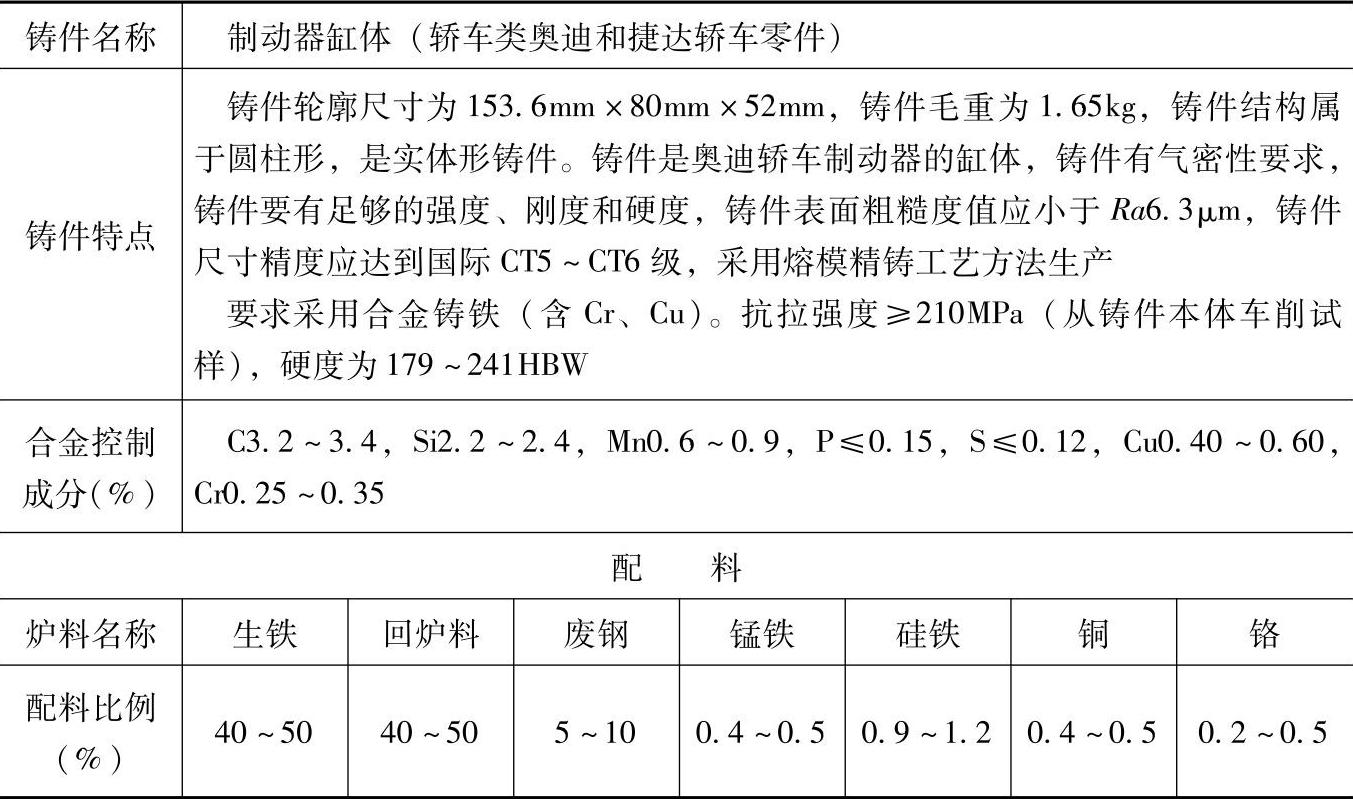
注:1.采用熔炼炉类型:中频感应电炉熔炼,熔化率为0.6t/h。
2.以上配料按现有原材料化学成分计算,如果各种材料批次,牌号变化,需重新计算。
3.加料顺序:生铁、废钢、回炉料、铬铁、锰铁、铜。
4.炉前观察三角试片:(https://www.daowen.com)
1)原铁液浇注三角试片,观察白口宽度,以12~14mm为基准,小于12mm时,可将铁液再过热5~7min;大于14mm时,15mm加孕育剂0.8kg,16mm加孕育剂1.0kg。
2)孕育后再次浇三角试片,观察白口宽度应为6~8mm。
5.铁液出炉温度为1480~1500℃。
铁液浇注温度为1300~1350℃,每炉浇注时间不能超过10min。
6.炉后化学成分、金相组织试样应取自最后一包铁液。
7.浇注后,模壳单独分开存放,观察金相打硬度,合格后再混装。
8.各成分含量和配料比例皆指质量分数。