配料实例845~850
2026年01月15日
配料实例845~850
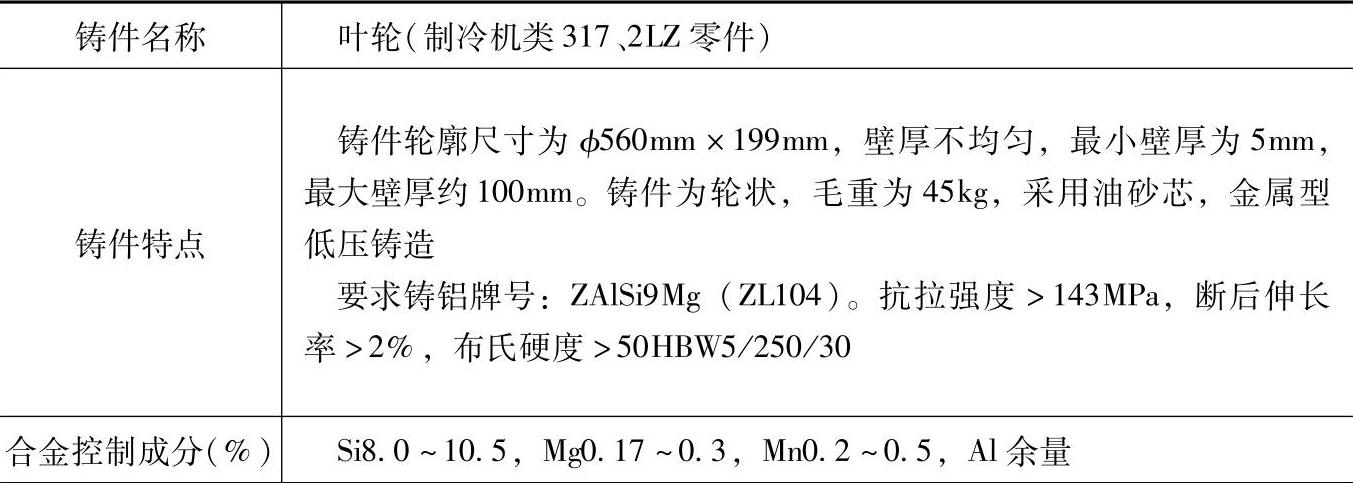
表3.1-10 ZAlSi9Mg的铸造铝硅合金配料
(续)

注:1.采用熔炼炉类型:采用地坑坩埚炉熔炼,坩埚为300号。炉内烧损(%):铝1、硅1、镁5、锰0.7。
2.合金熔化后进行搅拌,清渣后合入电阻坩埚炉中(铸铁坩埚应刷涂料),重新在覆盖剂下进行脱气精炼,后进行变质处理,处理后进行炉前含气及变质效果检验,合格后放入预热的升液管、铸型、下芯,压上盖进行低压铸造。(https://www.daowen.com)
3.检测结果:
化学成分(%):Si8.97,Mg0.23,Mn0.31;
力学性能:抗拉强度为155MPa,断后伸长率为2.5%,硬度为63HBW。
4.各成分含量和配料比例皆指质量分数。
5.此配料还适用于其他同牌号材料的泵盖、顶盖、叶轮、鼓架、过滤器体等铸件。如果不加回炉料,也不用补加镁。