配料实例464
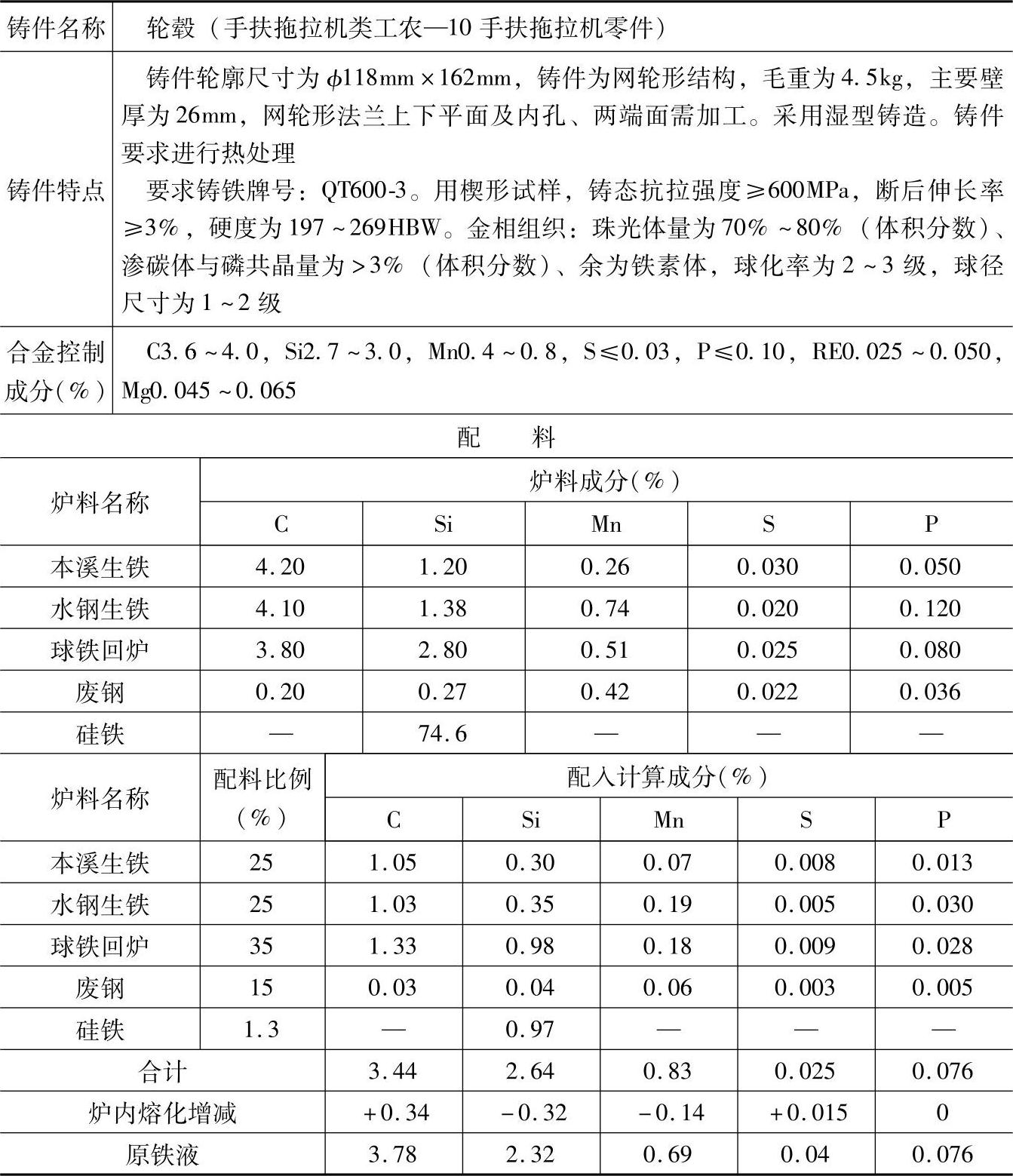
表1.2-99 QT600-3的球墨铸铁配料

注:1.采用熔炼炉类型:两排大间距冷风冲天炉,熔化率为2t/h,炉内碳增加10%、硅烧损12%、锰烧损17%、硫增加60%、磷不变。(https://www.daowen.com)
2.炉前,在出铁槽加入经预热的75%硅铁0.8%(质量分数)作孕育处理,吸收率为83%,在包内加入稀土镁合金作球化处理。用三角试片检查,控制质量,白口宽度为2~4mm。
3.各成分含量和配料比例皆指质量分数。
4.本配料还适用于工农—12手扶拖拉机中要求球墨铸铁QT600-3的轮毂压盖、后盖、转向衬套和F190柴油机的进气门座、排气门座、摆动臂支架等铸件。