配料实例635
2026年01月15日
配料实例635
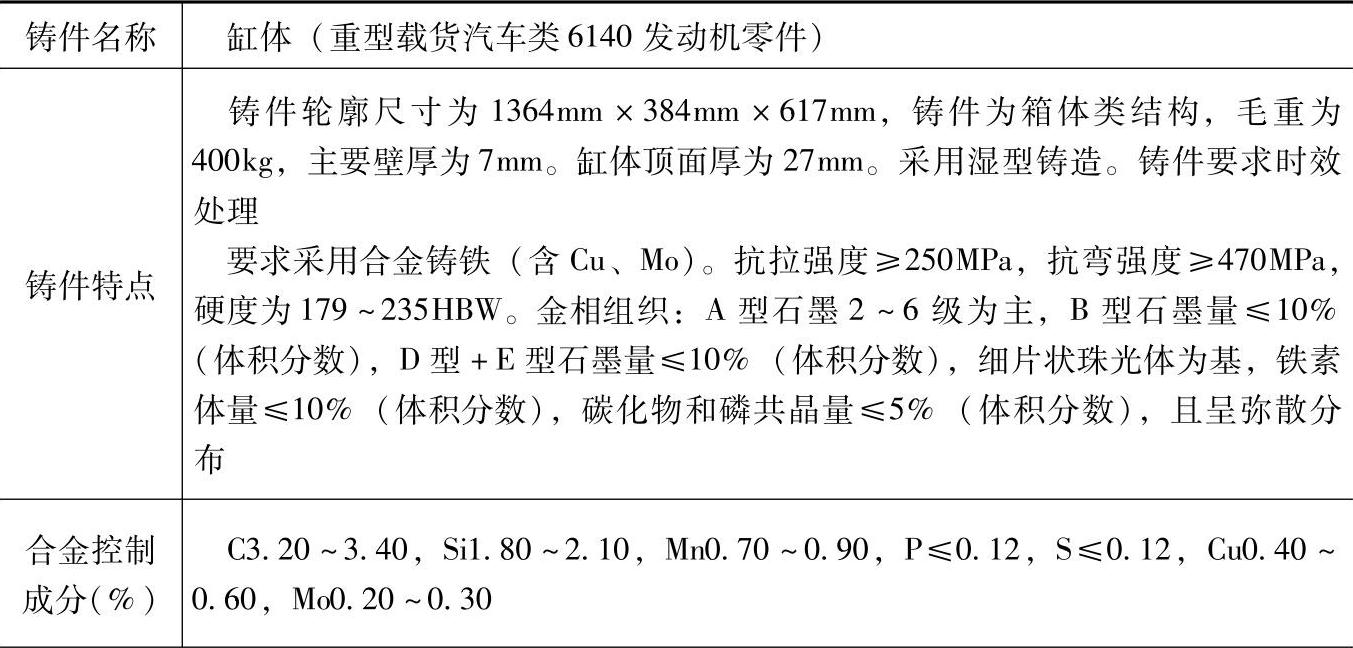
表1.5-92 含Cu、Mo的合金铸铁(耐磨铸铁)配料
(续)
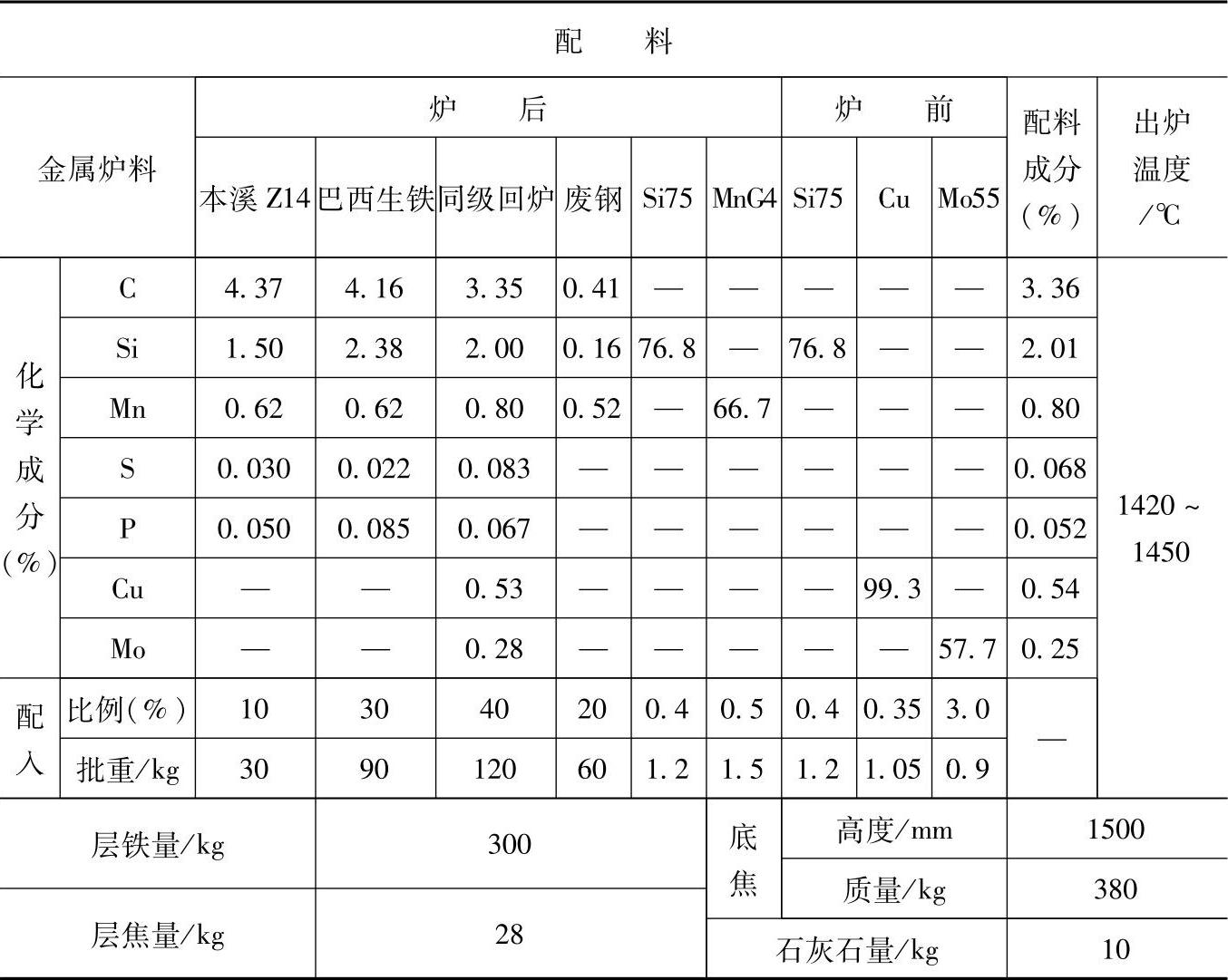
注:1.采用熔炼炉类型:三排小风口热风冲天炉,熔化率为4t/h,炉内碳增加10%、硅烧损10%、锰烧损20%、硫增加90%、磷不变。
2.炉前,外加纯铜和钼铁,用75%硅铁作一次孕育处理,用快速微型热电偶检测铁液温度,用碳当量测定仪并结合三角试片断面情况来控制铁液化学成分。(https://www.daowen.com)
3.检测结果:
化学成分(%):C3.37,Si2.08,Mn0.78,P0.063,S0.072,Cu0.5,Mo0.28;
力学性能:抗拉强度为265MPa,抗弯强度为490MPa,硬度为203HBW;
金相组织:A型石墨4~6级,B型石墨量<5%(体积分数),有少量C型石墨,细片状珠光体为基,铁素体量约为5%(体积分数),碳化物和磷共晶量约2%~3%(体积分数),且呈弥散分布。
4.各成分含量和配料比例皆指质量分数。
5.本配料还适用于重型载货汽车中主要壁厚不大于15mm的铸件,如机油泵壳体、转向器壳体、主泵壳体、凸轮随动件室、离合器壳、润滑油泵壳、发电机支架、液压泵支架等。同时,本配方也适用于要求牌号为HT200,主要壁厚为15~30mm的铸件,如中间压板、离合器压盘、惯性环、操纵阀壳体、分配阀壳体、水泵带轮、调节带轮、交流发电机带轮、空压机缸体、空压机缸盖、空压机曲轴箱、燃油泵支承壳、活塞等。