配料实例212
2026年01月15日
配料实例212
表1.1-212 HT200的灰铸铁配料
(续)
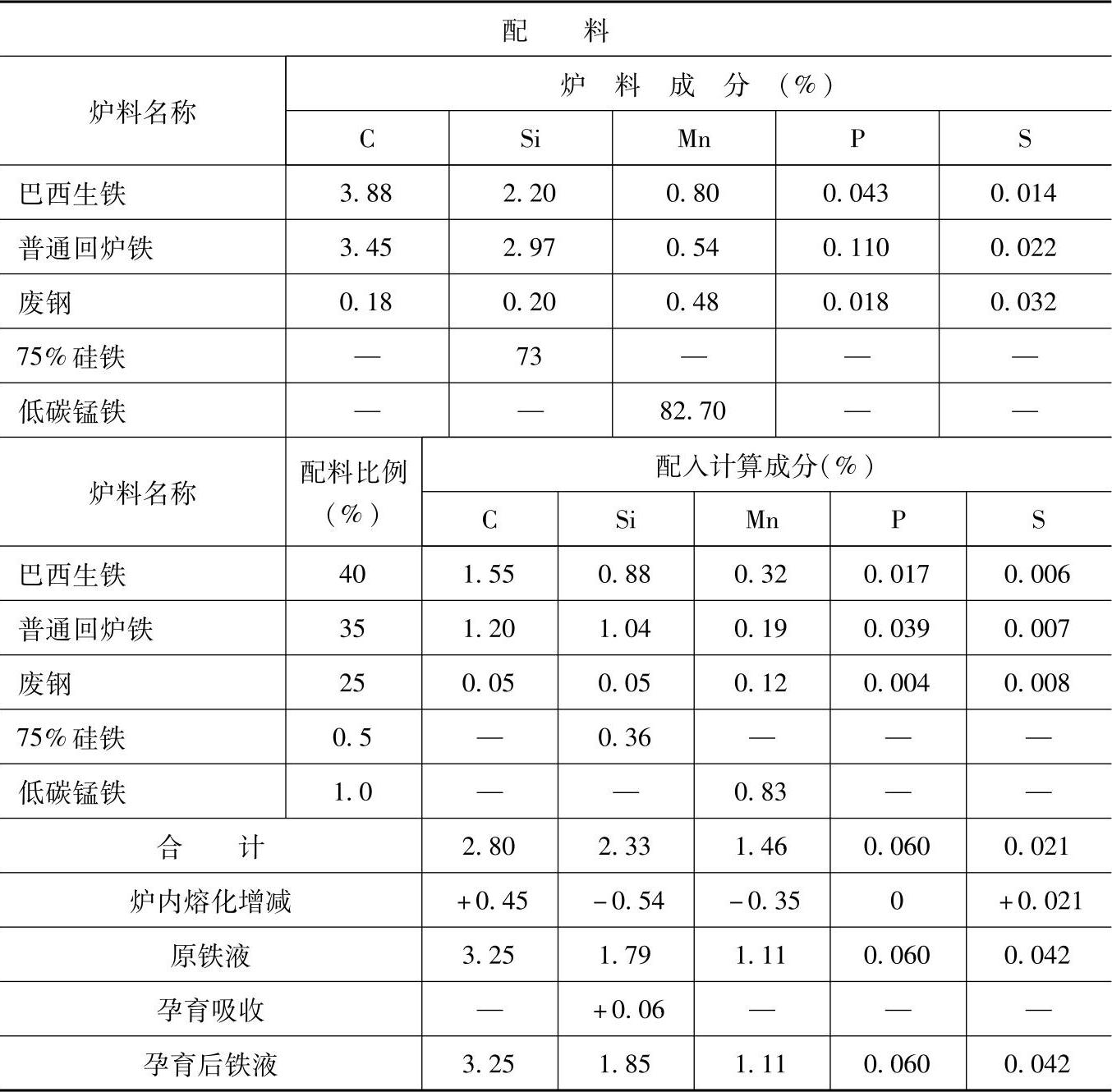
注:1.采用熔炼炉类型:两排大间距热风冲天炉,炉内碳增加28%、硅烧损23%、锰烧损24%、硫增加100%、磷不变。
2.炉外孕育:100kg铁液加75%硅铁0.1kg,吸收率的80%。(https://www.daowen.com)
3.炉前用三角试片检验三角白口大小,控制铁液成分。如果铁液三角白口过大,可冲入75%硅铁加以调整。如果白口太小此时若温度允许可冲入锰铁加以补救。通常只要断口情况合格,铸铁的性能仍会符合要求,可不必另行调整。
4.检测结果:
化学成分(%):C3.30,Si1.86,Mn1.18,P0.085,S0.078;
力学性能:抗拉强度为305MPa,硬度为201HBW。
5.各成分含量和配料比例皆指质量分数。
6.本配料还适用于船用柴油机、蒸汽机中要求灰铸铁HT200的轴承座、轴承盖、排气管、各种滑阀、填料函本体、壳体、滤器体筒、缸体、导缆钳、蜗轮毂等铸件。